Как правильно варить сваркой
Содержание:
- Как варить шов
- Техника ручной дуговой сварки. Как правильно варить сваркой
- Особенности процесса
- Способы сварки
- Рекомендации как правильно сварить металл
- Подготовка к сварочным работам
- Работа с электродами
- Сварка без электродов
- Выбор аппарата для бытовой сварки
- Последовательность действий
- Технология сварочных работ
- Технология сварочных работ
- Какие электроды использовать
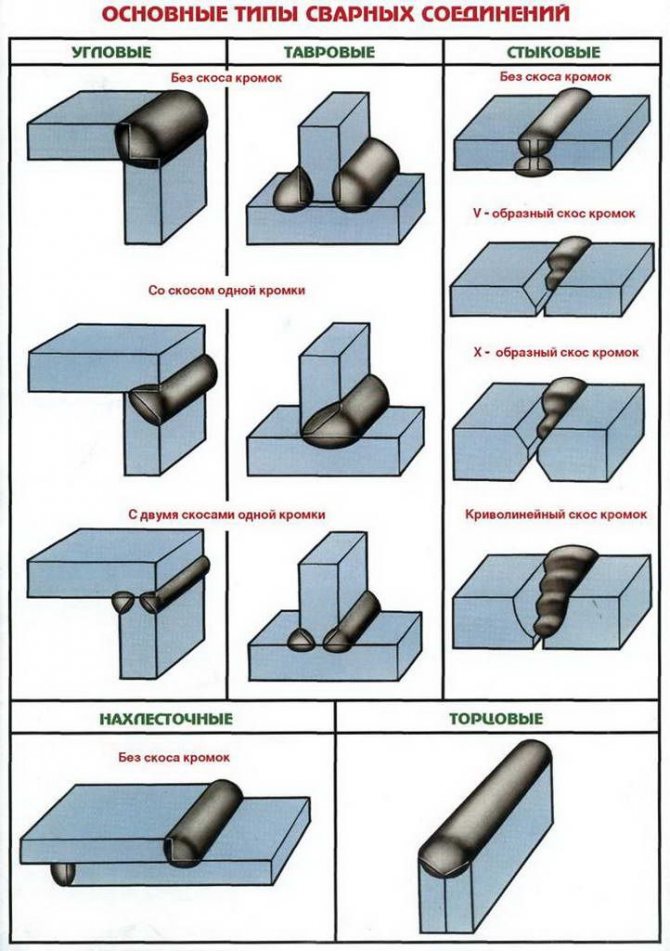
- Разновидности сварных швов и соединений труб
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
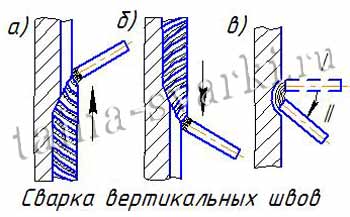
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Особенности процесса
Сварка металлом – это наиболее прочное соединение материала: детали конструкции сплавляются в одно целое. Это случается за счет высокотермического действия. Большая часть современных устройств сварки для расплавления металла созданы на потенциале электрической дуги. Аппараты разогревают металл в области действия до термических показателей плавления, и это осуществляется на малой площади. Поскольку задействуется электродуга, такая сварка будет считаться электродуговой.
Работать с первым прибором труднее: из-за переменности тока электрическая дуга «скачет», да еще и конструкция довольно тяжела. Рабочий процесс сопровождается характерным шумом. А еще трансформатор немало «садит» сеть. Скачки напряжения в этом процессе тоже не редкость.
Инверторы же работают преимущественно от сети 220 В. И вес, и параметры у них более удобные, техника далеко не шумная, на напряжение такого влияния нет. Дугу вызывает постоянный ток, то есть она не «скачет», контроль над ней проще. Потому учиться самостоятельно варить сваркой специалисты советуют именно с инвертором. Это и более правильно с точки зрения техники безопасности.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
-
Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. -
Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. -
Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
-
Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. -
Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. -
Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. -
Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
-
Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
Качественное оборудование для сварки;
Электроды;
Ведро воды для устранения возможных возгораний;
Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Работа с электродами
Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Работать придется с высокими температурами и электрооборудованием. Обязательно нужно надеть специальные защитные перчатки, маску, плотную одежду и обувь. Поверхности металла, который предстоит сваривать, надо очистить.
Для электросварки понадобится электрод. На покупке первого экземпляра не стоит экономить. Начинающим сварщикам желательно взять универсальный электрод с диаметром 3,2 мм. Его нужно вставить в фиксатор сварочного кабеля. Как вставить – разобраться можно легко.
В винтовой фиксатор электрод нужно ввинтить, в пружинный держатель – вставить в нишу, которая появляется после нажатия клавиши.
Проверьте правильность подключения кабелей. Для того чтобы сварить железо (для начала это лучший вариант), к детали подсоединяют кабель из выхода инвертора со знаком «+». К электроду подсоединяют кабель от выхода со знаком «‒». Такое подключение называют прямым. Обратным образом выполняют подключение кабелей при сварке разных сплавов, например, нержавеющей стали. Это вам понадобится в будущем.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Электрическая дуга
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
Сварочный трансформатор
Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Сварочный инвертор
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Технология сварочных работ
На сегодняшний день известны следующие разновидности электродуговой сварки:
-
Сварка неплавящимся электродом.
Вольфрамовый (или графитовый) стержень, используемый как электрод, не плавится, но поддерживает электрическую дугу. Наплавляемый металл подаётся в виде проволоки или прутка. Такой вид сварки может работать и без присадочного материала, в режиме паяльника.
-
Сварка под флюсом.
Электрод, создающий электрическую дугу, подаётся внутрь слоя флюса, которым покрыта деталь. Таким образом создаются условия для идеального соединения металлов, не подверженного разрушающему влиянию воздуха.
-
Полуавтоматическая дуговая сварка.
Роль электрода выполняет проволока из металла, к которой подаётся электрический ток. По мере её плавления происходит автоматическая подача (так, чтобы длинна дуги сохранялась постоянной). В тоже время к месту сварки нагнетается защитный газ — углекислый или аргон. В результате значительно повышается качество сварного шва.
В домашних условиях такие виды сварки практически не применяются. Поэтому перейдём к рассмотрению четвёртого вида сварочных работ — ручной электродуговой сварки.
Ручная дуговая сварка основана на применении специального электрода в обмазке
Электросварочные аппараты для ручной сварки разделяют на два типа — переменного тока и постоянного тока. Использование переменного тока позволяет конструировать приборы высокой производительности и мощности. Преимуществом постоянного тока, благодаря отсутствию смены полярности, является более ровный шов с меньшим количеством металлических брызг.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических деталей. Высокая температура (до 7000о С) расплавляет материал до жидкого состояния и происходит диффузия — смешивание на молекулярном уровне.
Принципиальным отличием сварки от склеивания является отсутствие вспомогательных материалов — соединяемые детали превращаются в монолитную конструкцию.
Поэтому нужно отчётливо понимать, что для правильного применения сварки использовать можно только однородные металлы. Нельзя приварить алюминий к железу или медь к нержавейке. Температура плавления у разных материалов различная, а создание сплавов не входит в круг возможностей сварочного оборудования.
Для сварки железных конструкций существуют различные сварные аппараты.
-
Трансформаторы. Служат для преобразования сетевого тока напряжением 220 В, в ток с параметрами необходимыми для создания высокотемпературной электрической дуги. Происходит это за счёт понижения напряжения (не более 70 В) и повышения силы тока (до тысяч ампер). Сегодня такие приборы постепенно уходят в прошлое, так как для бытового использования они слишком громоздки и потребляют большое количество электроэнергии. Кроме того, работа трансформатора не отличается стабильностью и негативно влияет на состояние сети в целом — при включении создаются перепады напряжения, страдает чувствительная бытовая техника. Бывают одно и трёх фазными.
-
Выпрямители.
Преобразуют переменный ток потребительской сети в постоянный. Принцип работы таких приборов основан на использовании выпрямляющих кремниевых диодов, которые также называются вентилями. Характерным отличием сварочного аппарата постоянного тока от сварочного переменного тока, является сильный нагрев электрода на плюсовом полюсе. Это даёт возможность контролировать процесс сварки: осуществлять «щадящую сварку», манипулируя настройками ощутимо экономить электроды при резке металла.
-
Инверторы.
Довольно долгое время (до 2000 г.) были недоступны для широкого применения в быту в силу высокой стоимости. Но в последствии приобрели большую популярность. Принцип действия инвертора состоит в преобразовании сетевого переменного тока в постоянный, а затем — снова в переменный, но уже высокочастотный ток. Отличие данной схемы от трансформаторной сварки в том, что дуга, полученная от преобразованного постоянного тока, более устойчивая.
Главным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также ощутимое снижение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавной регулировки выходящего тока, что заметно повысило КПД агрегата и обеспечило лёгкость зажигания дуги во время работы.
Но есть и недостатки:
- временные ограничения в использовании, что связано с нагревом электронной схемы преобразования;
- создание электромагнитного «шума», высокочастотных помех;
- негативное влияние влажности воздуха, что приводит к образованию конденсата внутри прибора.
Технология сварочных работ
Электрическая дуга появляется в результате взаимодействия двух проводящих ток элементов с противоположными зарядами. Первый — это металлическая деталь, а другой — электрод.
Электрод — это металлический сердечник, на который нанесён особый защитный состав. Также существуют неметаллические сварочные электроды (в них используются уголь и графит), но сфера их применения специфична и сварщику-новичку они, скорее всего, не понадобятся.
Электрическая дуга возникает при касании противоположно заряженных электрода и металла. Металл детали в том месте, куда направлена дуга, начинает плавиться. Вместе с этим плавится металлический стержень электрода, частицы которого переносятся с электрической дугой в зону плавления — сварную ванну.
Разрушается и защитное покрытие, часть которого плавится, а другая – испаряется, выделяя раскаленные газы. Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну — необходимое условие.
Сварной шов формируется в процессе движения ванны, а сама ванна движется при перемещении электрода. Здесь и кроется вся суть процесса: нужно двигать электрод с правильной скоростью
Важно, отталкиваясь от необходимого типа соединения, корректно подбирать угол наклона электрона и параметры тока
Какие электроды использовать
Электросварка для начинающих представляет сложный процесс, если электрод был выбран неправильно. От его свойств зависит качество шва, равномерность, проплавляемость, отсутствие примесей и вредных соединений. Поэтому учитывают такие критерии выбора:
- стержень должен иметь максимально близкий состав со свариваемыми металлами;
- защитная оболочка должна защищать шов от образования окислов;
- следует соблюдать полярность подключения в зависимости от маркировки;
- параметры по току должны отвечать требованиям сварочного аппарата и толщине деталей;
- диаметр нужно подобрать такой, чтобы можно было сформировать шов с необходимыми характеристиками.
Пачка электродов
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.