Все, что нужно знать о сварочных швах
Содержание:
- Как варить вертикальный шов?
- Техника сверху вниз
- Положение и движение электрода при сварке
- Практические рекомендации
- Разновидности сварных швов
- Роза из металла
- Теория электрической сварки
- Включения
- Техника безопасности и нюансы обработки
- Технология электрической сварки
- Возбуждение дуги
- Советы
- Азы электросварки
- Технология работ
- Итог
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности
При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
В некоторых случаях исключить вероятность стекания металла невозможно
Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Положение и движение электрода при сварке
Наклон электрода в процессе сварки влияет на скорость разогрева металла. Поэтому выбор оптимального угла зависит от видов сварных соединений и используемых типов швов.
Следующим важным нюансом при сварке является и то, каким способом перемещается электрод в процессе создания сварного шва. Траектория движения выбирается в зависимости от толщины заготовок и типов сварочных соединений.
Следующее схематическое изображение наглядно иллюстрирует допустимые траектории движения электрода при создании вертикальных, горизонтальных и потолочных швов:
Положение электрода при сварке:
| Углом вперед — подходит для горизонтальных, вертикальных, потолочных швов, сварке неповоротных стыков труб. Процессу сварки будет мешать жидкий шлак, находящийся все время впереди. Сварная дуга может гаснуть или начать «блуждать». При появлении пропущенных участков качество шва может быть снижено. | |
| Под прямым углом — для сварки в труднодоступных местах. Такое положение позволяет контролировать жидкий шлак и следить за тем, чтобы он перемещался вслед за сварочной ванной. | |
| Углом назад выполняется сварка угловых и стыковых соединений. | |
| Обрыв дуги при окончании сварки. В конце шва нельзя обрывать дугу сразу. Электрод нужно перемещать на верхний край сварочной ванны (положение 1 — 2) и затем быстро отводить от кратера в положение 3. | |
| Заварка кратера (первый способ). Дугу нужно обрывать в конце сварного шва (1), а затем повторно зажигать (2) для формирования необходимой высоты. | |
| Заварка кратера (второй способ). Из положения 1, не обрывая дуги, нужно смещать электрод на 10 — 15 мм в положение 2, а затем в положение 3, после чего дугу можно оборвать. |
Практические рекомендации
Для качественной электросварки, чтобы шов выглядел аккуратным и прочным, необходимо правильно подобрать наклон электрода. Обычно этот угол равен 75 градусам относительно направления электродуги. Чтобы появилась дуга, нужно чиркнуть по поверхности металла и при появлении вспышки быстро приподнять электрод. Когда появится дуга, ее нужно медленно вести по шву. Возникнет дуга также и при постукивании электродом по поверхности.
Чтобы получить стабильное горение дуги, требуется правильно отрегулировать силу тока. При ее недостаточности дуга очень быстро погаснет, появится «залипание» электрода. Когда сила тока имеет большие значения, происходит разбрызгивание металла во все стороны, он начинает гореть.
Во время работы электрод плавится, происходит его постепенное уменьшение в размерах. В связи с этим нужно постоянно придвигать его к детали, сохраняя нужное расстояние для стабильной дуги. Если этого не делать, дуга быстро погаснет.
Во время сварочного процесса образуется сварочная ванна, которая является жидкой смесью расплавленного металла и плавящегося металлического сердечника с покрытием. Когда происходит постоянное плавное перемещение электрода с выдержанным зазором, качество шва получится наиболее надежным, механические показатели будут на высоте. Швы будут выглядеть эстетичными.
Его удаляют небольшими ударами молотка. Затем шов подвергается зачистке металлической щеткой. Чтобы научиться качественно варить металл, необходимы постоянные тренировки, желание получить отличное качество работы. Перед началом самостоятельной работы стоит посмотреть, как работают опытные сварщики.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.
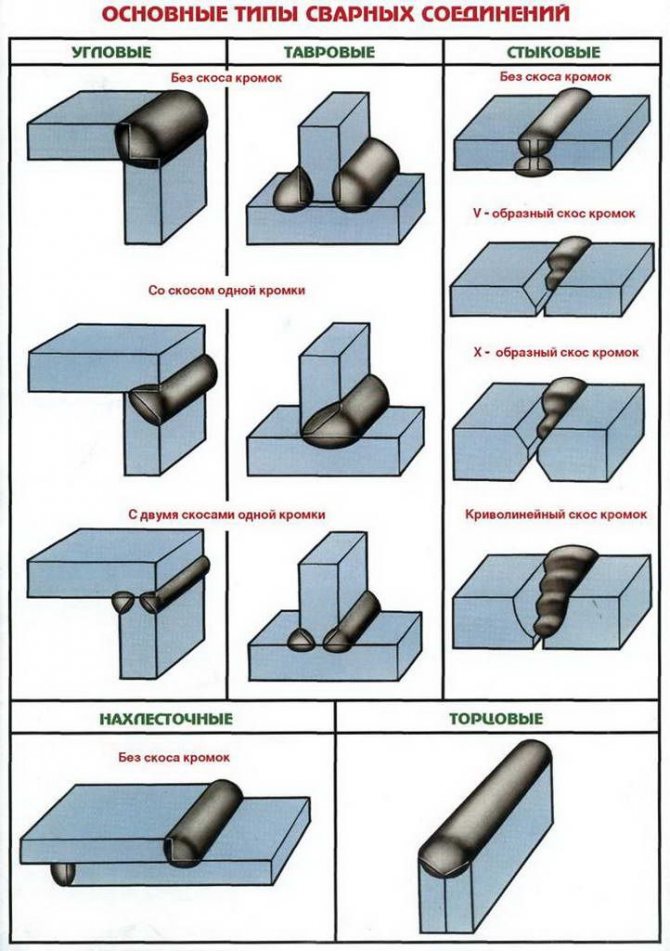
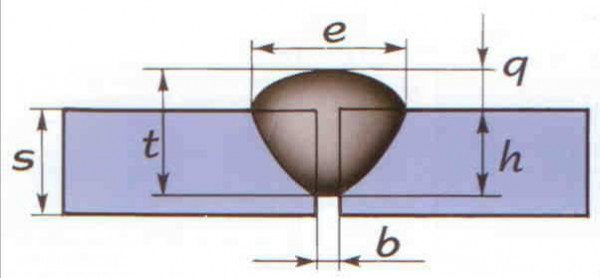
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы «Т».
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки «лодочкой» делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход. Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Роза из металла
Поделки из железа сваркой можно рассмотреть на примере изготовления розы. Первым делом из листа железа следует нарезать необходимое количество лепестков будущего цветка. Для этого используются ножницы по металлу. Чтобы роза выглядела красивой и пышной понадобится порядка тридцати лепестков разной величины. Края каждого лепестка загибаются вверх с помощью плоскогубцев и обрабатываются точильным камнем, чтобы убрать все неровности и заусенцы.
Для придания цветку достоверного вида из металла надо вырезать кусочки, которые будут символизировать шипы розы. Для формирования стебля понадобится стальная проволока диаметром шесть миллиметров, которую следует предварительно слегка изогнуть, как это бывает у настоящего стебля.
Все детали следует соединить между собой с помощью сварочного аппарата, прикладывая поочередно каждый лепесток к стеблю. Затем производится их зачистка. После того, как роза будет сформирована, следует приварить к ней шипы. Все сварные швы следует зачистить. Металлический цветок будет готов. Закончить можно окрашиванием специальной краской, предназначенной для металлических изделий.
Теория электрической сварки
Выполнять сварочные работы в домашних условиях может каждый. Для этого рекомендуется ознакомиться с основной теорией электросварочного аппарата.
Перед тем как приступить к рабочему процессу необходимо подготовить:
- сварочную установку;
- электроды нужного диаметра;
- специальная защитная маска. Она защищает глаза от яркого излучения в ходе химической реакции. Помимо этого она предотвращает попадание окалин в процессе работы в область лица;
- рукавицы из плотной ткани;
- резиновая обувь.
Соединение металлических поверхностей происходит в результате возникновения электро дуги, которая под действием высокой температуры обеспечивает химическую реакцию между железной поверхностью и обмазкой электрода.
Она состоит из легко воспламеняемых элементов и минералов. В ходе работы выделяется газовое облако. Оно в дальнейшем предотвращает окисление раскаленного железа с кислородом. После чего, это облако оседает на металлической поверхности выступает в качестве дополнительной защиты.
Для ручного аппарата применяют крутопадающую и пологопадающую характеристику. У первой разновидности, сварочной ток не слишком зависит от электрического напряжения, а значит расстояние между электродом и поверхностью железа не требует особой точности. Сварка с пологой характеристикой требует соблюдения правильного расстояния.
Дополнительный поджиг (осцилятор) формирует максимальное напряжение. В момент образования электрической дуги он отключается.
Включения
Посторонними включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, инородным металлом.
При попадании в сварочный шов частиц шлака образуется дефект, называемый шлаковыми включениями. Сварочный шов шлакуется при недостаточно хорошей зачистке кромок и сварочной проволоки от загрязнений и оксидов. К другим причинам, почему шлакуется сварочный шов, относятся: сварка длинной дугой, маленькое значение тока, слишком большая скорость процесса сварки. Если осуществляется многопроходный шов, то шлаки могут попадать внутрь при отсутствии зачистки предыдущих слоев.
Шлаковые сечения уменьшают площадь поперечного сечения шва, что приводит к уменьшению прочности.
Флюсовые включения возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Чтобы предотвратить эту ситуацию, необходимо использовать флюс высокого качества и предотвратить непреднамеренное попадание его в сварочную ванну. Инородные тела могут попасть в сварочную ванну случайно.
Техника безопасности и нюансы обработки
Как и любые другие сварочные работы, художественная сварка требует строгого соблюдения правил безопасности.
Неправильно используя оборудование, можно получить удар током, частично или полностью ослепнуть при воздействии ультрафиолета или попадании окалины, отравиться испарениями, возникающими от обработки металла, получить ожог в результате плавления материала или случайного взрыва баллона.
Подобные последствия опасны для здоровья и жизни, поэтому надо пользоваться маской и защитной одеждой. Лучше всего выбрать изделие со стеклом «хамелеон», которое меняет степень затемнения в зависимости от количества ультрафиолета, попадающего на поверхность
Перед тем как начать сваривать сталь, требуется освободить от посторонних предметов место работы. Начинать эксперименты в художественной сварке лучше с изделий простой формы.
Необходимо также хорошо изучить сварочную технику, чтобы прочно соединять детали конструкции и затрачивать на это минимум времени.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место
Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.
В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.
Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Советы
Есть несколько советов от опытных специалистов новичкам, у которых возникают сложности при создании сварочных соединений. Бывают случаи, когда вроде делаешь всё правильно, но всё же сделать работу хорошо не получается.
Для начала, чтобы сварочный шов был надёжный и прочный детали должны располагаться на стабильном расстоянии друг от друга по всему периметру шва.
Также и электрод должен находится на правильном расстоянии по отношению к детали, в другом случае теряется дуга и соединение деформируется.
Чтобы металл не растекался, когда работа происходит на поверхности, которая расположена вертикально советуют работать снизу вверх.
В завершение – чтобы металл кристаллизировался быстро и без потёков электрод нужно наклонить под углом к детали 60-75 градусов.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.

Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Читать также: Хонинговка цилиндров в домашних условиях
Итог
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.










