Электроды для ручной дуговой сварки
Содержание:
- Устройство электрода для сварки и наплавки
- Storage
- Лучшие электроды с основным покрытием
- Классификация
- Особенности покрытия электродов
- Как выбрать электроды для инверторной сварки
- Лучшие сварочные электроды с основным покрытием
- Что еще важно знать об электродах?
- Выбор изделий в соответствии с другими параметрами
- Виды электродов для сварки металлов и сплавов по различным характеристикам
- Назначение электрода
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Storage
Figure 5-32: Electrode Drying Oven
Electrodes must be kept dry. Moisture destroys the desirable characteristics of the coating and may cause excessive spattering and lead to porosity and cracks in the formation of the welded area. Electrodes exposed to damp air for more than two or three hours should be dried by heating in a suitable oven (fig 5-32) for two hours at 500°F (260°C).
After they have dried, they should be stored in a moisture-proof container. Bending the electrode can cause the coating to break loose from the core wire. Electrodes should not be used if the core wire is exposed.
Electrodes that have an “R” suffix in the AWS classification have a higher resistance to moisture.
Лучшие электроды с основным покрытием
Kobelco LB-52U
|
9.5 Рейтинг Отзывы Одни из лучших электродов для использования на стационарном посту, но при работе на выезде они не так удобны, особенно при ремонте трубопроводов – слишком быстро набирают влагу. |
ОЗЛ-8 (ЛЭЗ)
|
9.1 Рейтинг Отзывы Хотя это и не самые дорогие электроды по нержавейке, но работать ими вполне можно – шов ровный и прочный, не покрывающийся коррозией. |
УОНИ 13/55
|
8.9 Рейтинг Отзывы Это не электроды для любителя, а инструмент для профессионала, способного управиться с «характером» УОНИ. Но они того стоят. |
Классификация
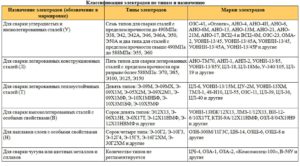 Все известные типы электродов делятся на изделия, предназначенные для сварки различных марок сталей, чугунных заготовок или цветных металлов и сплавов.
Все известные типы электродов делятся на изделия, предназначенные для сварки различных марок сталей, чугунных заготовок или цветных металлов и сплавов.
Такое деление предполагает учёт не только токовых режимов, но и видов оборудования, посредством которого предполагается варить заготовки. Выделяется также особая категория электродов, применяемых для так называемой «наплавки» металлов.
В зависимости от назначения происходит деление по технологическим особенностям ручных операций. Сварка производится в определённых позициях, с различной степенью проплавления и расположением относительно сварочной ванны.
В соответствии с толщиной покрытия все электроды для ручной сварки подразделяются на изделия тонкие (М), среднего размера (С) и толстые (Д).
А по типу обмазки все они делятся на стержни с кислым (А), так называемым «основным» (Б), рутиловым (Р), целлюлозным (Ц) и комбинированным покрытиями. Последнее имеет двойное обозначение; для всех же остальных случаев предусматривается специальное обозначение «П» (прочие).
Помимо этого, все электроды классифицируются по виду и полярности питающего тока, а также по величине действующего в сети напряжения.
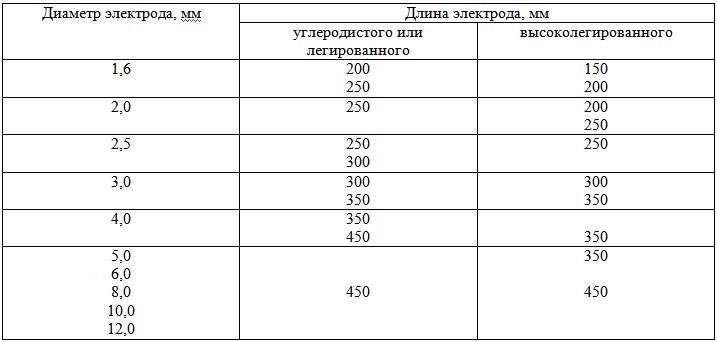
Зависимость длины стержня от его диаметра можно отследить по таблице.
При желании можно сделать стержни для сварки своими руками. Для этого используют отрезки стальной проволоки 1,6…6 мм. Длину каждого отрезка берут приблизительно 35 см.
В качестве обмазки выступает смесь силикатного клея и мела. Но сегодня при обилии продукции лучше приобрести готовые изделия, что сэкономит нервы при сварке и обеспечит надежное соединение.
Особенности покрытия электродов
Обмазка — это твердое пористое вещество. Ей покрывают весь стержень за исключением крайнего участка длиной в 20-30 мм, предназначенного для фиксации в электрододержателе.
Обмазкой покрывают весь стержень электрода.
Какую роль выполняет покрытие
В результате сгорания смеси происходит следующее:
- Формируется облако из угарного и прочих газов. Они нужны для защиты расплава от окисления атмосферным воздухом.
- Образуются свободные ионы, поддерживающие горение дуги. Частицы выступают переносчиками заряда.
- Из стали удаляется кислород (происходит раскисление).
- Расплав насыщается легирующими элементами. Они улучшают свойства материала.
- Свежий шов покрывается шлаком. Он защищает металл от окисления атмосферным воздухом и замедляет его остывание. В результате газы и примеси успевают покинуть шов до кристаллизации, предотвращается появление трещин.
Перечисленные эффекты проявляются в разной степени в зависимости от вида обмазки.
Свойства компонентов покрытия
Для стабилизации дуги используются вещества с низким ионизационным потенциалом:
- Поташ, аммиачная селитра, хромат калия.
- Силикатный клей с натрием или калием (жидкое стекло). Одновременно играет роль связующего вещества.
- Бария карбонат.
- Титановый концентрат.
- Карбонат кальция (мел).
Покрытие состоит из силикатного клея и титанового концентрата.
Облако защитных газов образуют компоненты:
- Целлюлоза.
- Декстрин.
- Пищевая и древесная мука.
- Крахмал.
- Мрамор.
Шлак образуется благодаря следующим элементам:
- Мрамору.
- Калию, полевому и плавиковому шпату.
- Мелу.
- Титановому концентрату.
- Кварцевому песку.
- Марганцевой руде.
- Рутилу, ильмениту.
Легирующие присадки:
- Титан.
- Кремний.
- Марганец.
- Хром.
- Ванадий.
- Графит.
- Молибден.
Шлак образуется благодаря мрамору и калию.
Для раскисления вводятся в виде ферритов следующие вещества:
- Алюминий.
- Титан.
- Молибден.
- Хром.
- Марганец.
- Графит.
Эти элементы активнее железа реагируют с кислородом, связывая его.
Помимо перечисленных компонентов, применяются и другие.
Некоторые марки содержат железный порошок, увеличивающий коэффициент наплавки.
Цвет электродов
Обмазки имеют следующий окрас:
- Основные — бежевый или белый.
- Кислые — серый.
- Целлюлозные — светло-серый с коричневым оттенком.
- Рутиловые — серый, синий, зеленый или коричневый.
Цвет электродов может быть серым.
Приведенный перечень соответствует большинству изделий, но встречаются и зеленые основные расходники, белые кислые и т.д.
Как производится электродное покрытие
Оболочка изготавливается в следующем порядке:
- Компоненты перетирают в муку.
- Их просеивают через систему сит и смешивают с точным соблюдением пропорций.
- В сухую смесь вводят жидкое стекло (связующее).
- Покрытие тщательно перемешивают.
Применяют 2 способа нанесения обмазки на проволоку:
- опрессовку;
- окунание.
Нанесение обмазки на проволоку происходит опрессовкой или окунанием.
Необходимо точно соблюдать количество компонентов и равномерно распределять их. Поэтому для производства покрытия требуется специальное оборудование.
Как влага влияет на материалы
Все виды покрытия электродов из-за высокой пористости хорошо впитывают воду. В результате они теряют защитные и другие свойства, что приводит к ухудшению качества шва.
Необходимо делать следующее:
- Хранить изделия из открытой пачки в специальном герметичном пенале с теплоизолированными стенками, которые предотвращают конденсацию влаги.
- Перед работой подсушивать расходники в особых печах, соблюдая длительность и температуру, указанные на упаковке.
Если изделие не было использовано в течение 2-3 часов, его снова придется прокаливать.
Рабочие свойства рутиловой оболочки в полной мере проявляются при наличии небольшого количества влаги. Поэтому такие изделия сушат при температуре не выше +200°С, а к работе приступают только через сутки.
Как выбрать электроды для инверторной сварки
Выбирая эти изделия, самое главное — определиться, с каким материалом придется работать
То есть важно знать, из чего сделаны свариваемые изделия, а сердечник электрода должен по составу подходить к ним
Таким образом электроды можно классифицировать по ряду признаков:
- для низкоуглеродистых металлов применяются углеродные варианты;
- для чугуна;
- для прочных термостойких сталей;
- для высоколегированного металла;
- для работы с алюминиевыми или же медными вариантами изделий;
- для наплавки и ремонтных работ;
- универсальные варианты.
Электроды по чугуну
Электроды, применяемые для работы, не должны иметь повреждений
Также важно, чтобы они были сухими. Для сушки изделий используются особые печи.
Опытные специалисты также учитывают и условия, в которых будет проводиться работа. Например, влажность, температуру окружающей среды и т.д
Также важно учитывать диаметр выбранного электрода, толщину деталей и силу тока. Важно понимать, что при неправильном подборе изделия плотность тока может быть снижена
В итоге качество сварки оставит желать лучшего, шов будет толстым и широким. Обычно производители электродов сразу указывают, для какой силы тока изделие подойдет лучше всего. Для сложных и массивных конструкций лучше брать толстые электроды, тогда как профильные изделия свариваются вариантами толщиной всего до 2 мм. Примерное соотношение толщины металла и диаметра предлагаем оценить по рисунку ниже.
Соотношение толщины заготовок и диаметра электрода
А здесь представлены рекомендуемые значения тока в зависимости от толщины изделия.
Соотношение диаметра электрода и сварочного тока
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
Что еще важно знать об электродах?
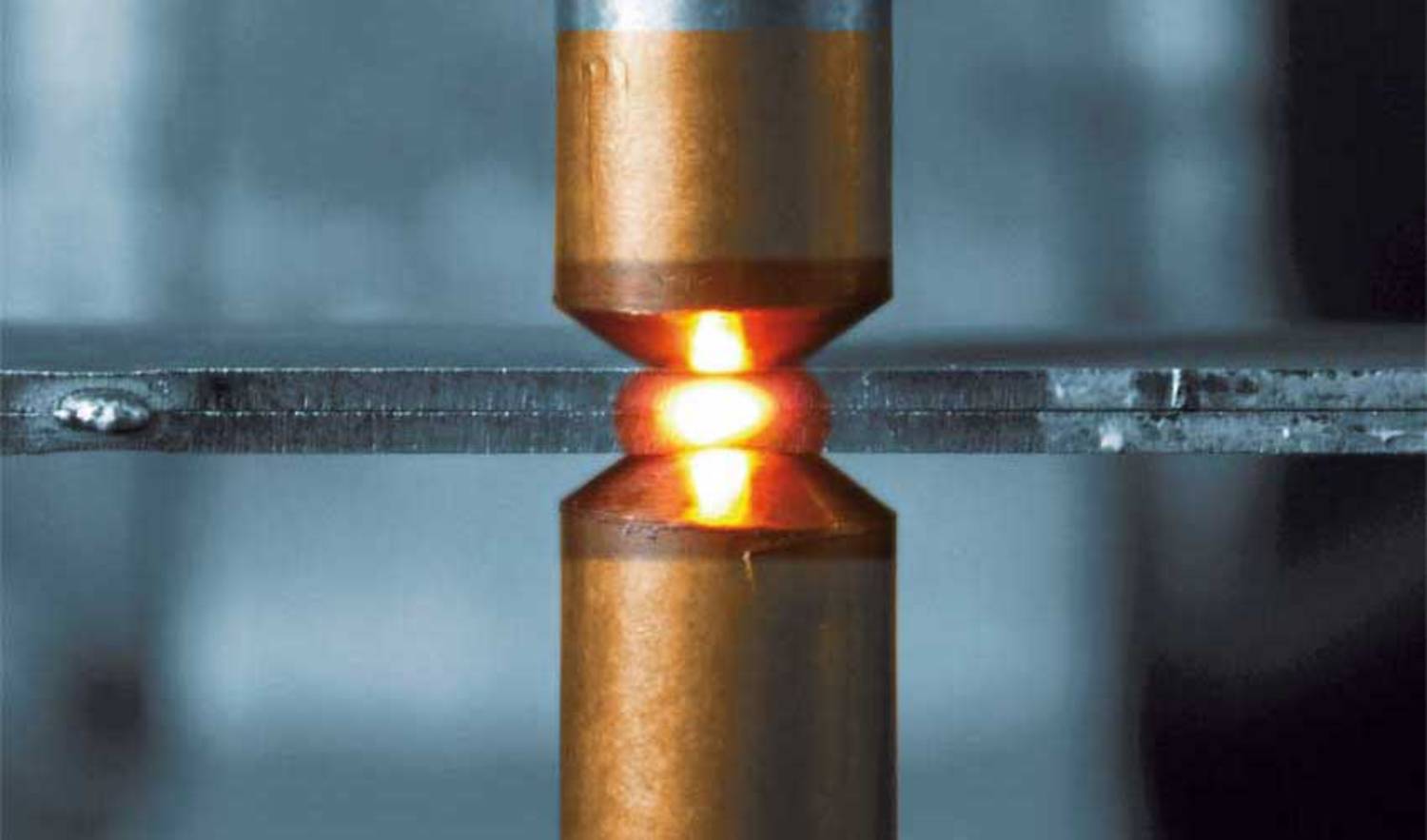
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав
Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками. Немаловажным фактором при выборе материала является вид оборудования
В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.
Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять .
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Сварочные электроды
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Виды электродов для сварки металлов и сплавов по различным характеристикам
Каждый сварщик обязан чётко знать отличительные черты различных видов электродов. Чтобы эти знания были максимально систематизированными и понятными, мы собрали героев нашего обзора в отдельные группы по различным показателям. Именно эти критерии позволят выбрать наиболее оптимальный вариант.
 Какие электроды изображены на фото: покрытые графитовые или непокрытые вольфрамовые? Прочтите статью, и вы с лёгкостью ответите на вопрос ФОТО: stalenergo-96.com
Какие электроды изображены на фото: покрытые графитовые или непокрытые вольфрамовые? Прочтите статью, и вы с лёгкостью ответите на вопрос ФОТО: stalenergo-96.com
Классификация по типу плавления
По этому признаку принято деление на два характерных вида – плавящиеся и неплавящиеся.
К первым относится изделия, которые в процессе сварки превращаются в расплавленный металл, а после отвердевания становятся единым целым с обеими кромками, выступая своеобразным «клеем».
 Плавящиеся электроды не требуют закупки проволоки, позволяя осуществлять сварку одной рукой ФОТО: polytestsystem.com
Плавящиеся электроды не требуют закупки проволоки, позволяя осуществлять сварку одной рукой ФОТО: polytestsystem.com
Представители неплавящегося типа, наоборот, имеют сопротивляемость высоким температурам и износу. Их основная цель – стабилизировать дугу. Для наплавки придётся использовать специальную сварочную проволоку.
 В качестве материала для неплавящегося электрода чаще всего применяют вольфрам либо уголь ФОТО: azmen.a-idea.ru
В качестве материала для неплавящегося электрода чаще всего применяют вольфрам либо уголь ФОТО: azmen.a-idea.ru
Классификация по виду покрытия
Не менее значимым и показательным критерием является тип защитного покрытия на сердечнике. Превалирующее большинство производителей предпочитает использовать следующие варианты в своих продуктах:
- основное покрытие (горячая смесь из углекислого магния, кальцита и щепотки флюорита), отлично подходящее к работе с углеродистыми и нержавеющими сталями любого уровня сложности и нагрузки;
- рутиловая обмазка, состоящая из двуокиси титана. Это решение идеально для новичков, поскольку не создаёт большого количества искр и предотвращает разбрызгивание проволоки;
- целлюлозная «оболочка», наоборот, характеризуется образованием массы брызг, но при этом позволяет надёжно «запечатывать» самые требовательные и сложные швы, не боясь в некоторых ситуациях даже чугуна;
- кислые покрытия (в составе присутствует оксид марганца либо железа) лучше использовать только на крупных предприятиях или специальных комплексах ввиду высокой токсичности. Тем не менее, они позволяют достигнуть максимальной скорости при сварке.
 Особенно хорошо рутиловые компоненты помогают при создании тонких декоративных швов ФОТО: stroychik.ru
Особенно хорошо рутиловые компоненты помогают при создании тонких декоративных швов ФОТО: stroychik.ru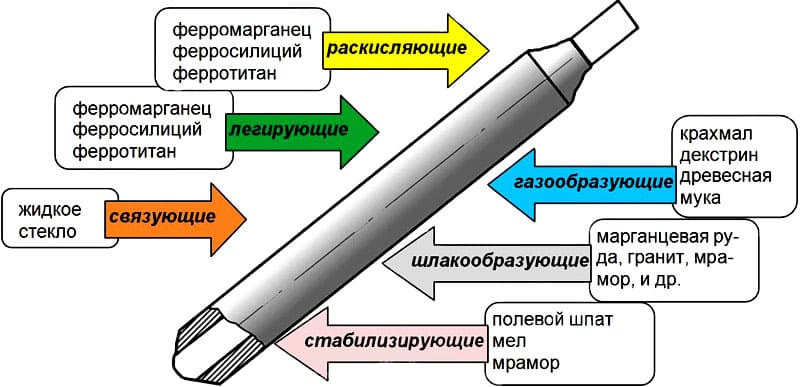 Производители могут предлагать и смешанные покрытия, применение которых актуально при сложных комплексных процедурах (например, под водой) ФОТО: elektrodi.info
Производители могут предлагать и смешанные покрытия, применение которых актуально при сложных комплексных процедурах (например, под водой) ФОТО: elektrodi.info
Классификация по диаметру электрода
Диаметр сварочного стержня также имеет значение. Измеряется он исключительно в миллиметрах и зависит от толщины стали. Вот наиболее распространённые значения, встречающиеся на сегодняшний день:
| Толщина металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-11 | 12-15 | 15-20 |
| Оптимальный диаметр электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и выше |
 Для бытового использования достаточно электродов диаметром 2 или 3 мм, более мощные образцы применяются в промышленности ФОТО: vseinstrumenti.ru/
Для бытового использования достаточно электродов диаметром 2 или 3 мм, более мощные образцы применяются в промышленности ФОТО: vseinstrumenti.ru/
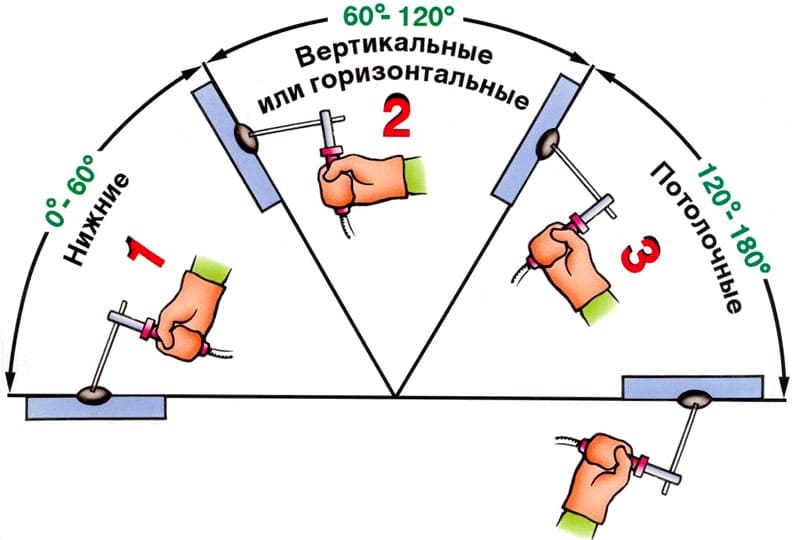
Классификация по положению в пространстве
Наконец, производители и сварщики классифицируют героев нашего обзора по их расположению в процессе сварки. Данный критерий разделяет всю продукцию на пять положений: горизонтальное, вертикальное, нижнее, потолочное либо универсальное. Какое из них выбрать – каждый, в соответствии с поставленными задачами, решает сам.
 Отметим, что универсальный вид продукции имеет наиболее солидную стоимость – за удобство приходится платить хорошие деньги ФОТО: extxe.com
Отметим, что универсальный вид продукции имеет наиболее солидную стоимость – за удобство приходится платить хорошие деньги ФОТО: extxe.com
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.