Устройство и принцип работы сварочного аппарата
Содержание:
- Контроль качества шва
- Как происходит сваривание металла
- Трансформаторные сварочные аппараты и кто сейчас ими пользуется
- Работа аппаратом дуговой сварки
- Подготовка рабочего места
- Этапы начала работы со сваркой
- Приступим к сварке
- Электродуговая сварка
- Плазменная сварка и особенности ее применения
- Аппарат аргонодуговой сварки — для кого предназначено оборудование и принцип его работы
- Газовая резка и сварка деталей — достоинства оборудования
- Регулировка тока
- Азы сварки инвертором
- Пошаговая инструкция по сварке инвертором
- Выпрямительные аппараты для сварки — чем отличаются от трансформаторов
Контроль качества шва
После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Еще по этой теме на нашем сайте:
- Под словом сварка общепринято понимать технологический процесс, где в результате нагревания устанавливается межмолекулярная и межатомная связь между частями. Таким образом, соединяются непосредственные материалы. В основном…
- Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики…
- Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой…
- Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных…
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода
Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Трансформаторные сварочные аппараты и кто сейчас ими пользуется
Самым древним представителем сварочных устройств является трансформаторный вид. Сегодня встречаются такие устройства все реже, но некоторые пользуются ими по сегодняшний день. Выясним, почему же трансформаторные аппараты отходят на свалку истории, так как используются ими сегодня все реже.
Главная особенность таковых устройств в том, что они имеют простую и примитивную конструкцию, состоящую из трансформатора — стального сердечника с двумя катушками. Посредством трансформатора происходит изменение величины сварочного тока, посредством которого происходит плавление металла. Для изменения сварочного тока, в трансформаторе происходит снижение напряжения. Именно поэтому трансформатор на таких аппаратах называется понижающим. Конструкция трансформаторной сварки представлена на фото ниже.
Одна из катушек трансформатора является первичной, а вторая вторичная. На первую подается напряжение из сети, а вторая обеспечивает понижение напряжения. Изменение тока в сторону снижения способствует формированию более устойчивой сварочной дуги. На выходе трансформаторного аппарата, как и на входе, получается переменный ток, который отрицательно отражается на качестве сварочных швов. Переменный ток способствует возникновению активного разбрызгивания металла, поэтому для снижения такого отрицательного эффекта, при работе с трансформаторными аппаратами применяются рутиловые и фтористо-кальциевые электроды. Причем сечение этих электродов должно быть в пределах 1,5-2,5 мм.
Трансформаторный аппарат отличается своими большими габаритами, но еще больший минус этого устройства в его значительном весе. Это делает инструмент неподвижным, а применяется он преимущественно в редких случаях с целью транспортировки. При таком недостатке надо отметить достаточно высокий показатель уровня КПД, составляющего 90%
Однако часть из этого значения полезной энергии израсходуется на нагрев, поэтому немаловажно применять аппарат совместно с охлаждающими вентиляторами
Нынешний спрос на трансформаторные аппараты обусловлен следующими преимуществами:
- Невысокая стоимость — несмотря на большие габариты и вес, стоят трансформаторные варианты ниже всех прочих моделей
- Надежность — обеспечивается за счет простой конструкции. Устройства, которые были изготовлены во времена СССР, продолжают активно использоваться мастерами, и не требуют при этом ремонта
- Долговечность — служат инструменты действительно очень долго, а в случае их выхода из строя, необходимо попросту заменить обмотку или сердечник
Рассматриваемый вид устройств подходит лучше всего для работы с низколегированными типами сталей. Перед тем, как вы решите отдать предпочтение трансформаторной сварке, рекомендуем взвесить их недостатки:
- Большие габариты и вес
- Большое потребление электрической энергии
- Зависимость от величины входного напряжения. Малейшие скачки входного напряжения отражаются на качестве сварочного шва
Теперь еще один немаловажный момент — несмотря на простоту конструкции, далеко не каждый сможет работать трансформаторной сваркой. Для работы с этим инструментом понадобятся навыки и опыт. Однако даже у профессионалов не всегда удается получить качественный шов, и настроить стабильность дуги.
Это интересно! Делаем краткий вывод о возможности приобретения трансформаторных сварочных устройств — это не лучший вариант для новичков, а подходят они для тех, кто знает, что такое трансформаторная сварка, и при этом не хочет тратиться на более дорогие и альтернативные варианты сварочных устройств.
https://youtube.com/watch?v=iNks1lFX34c
Работа аппаратом дуговой сварки
Сварочные работы требуются всегда и везде, их востребованность постоянно высока, но при этом и требования к качеству работы нисколько не снижаются.
Технология ручной дуговой сварки.
Самым распространенным способом является ручной дуговой способ сварки, его еще называют сваркой штучными элементами.
Для того чтобы узнать все секреты варки, необходимо пройти специализированное обучение или как минимум ознакомиться со специальной литературой. Если вы решились освоить данную область умений, то требуется выработать четкие и безотказные реакции и алгоритмы навыков. Это необходимо, прежде всего, для вашей собственной же безопасности, и лишь во вторую очередь для качества работы.
Начинаем приобщение с изучения техники безопасности. Для сварщика она начинается с соответствующего снаряжения — специальная роба (сюда входит куртка и штаны из плотной ткани, способной защитить от попадания на кожу искр и капель раскаленного металла) и защитная маска сварщика с затемнением не меньше чем в 10 единиц, которая надежно защищает глаза от воздействия мощного ультрафиолетового излучения электрической дуги.
Для сварочных работ потребуются клеммы заземления.
Для проведения сварочных работ понадобится следующее оборудование: сварочный инвертор, клеммы заземления, электродный держатель, сами электроды нужного типа и те металлические элементы, которые нуждаются в соединении.
Теперь переходим собственно к самой сварке. В оборудование, необходимое для варки металла, входят зажимы с проводом, которые нужны для обеспечения заземления свариваемого металла, этот зажим попросту цепляют к обрабатываемой детали.
Сварочный инвертор должен быть установлен на тот режим подачи электротока, который подходит к имеющейся разновидности электрода. Выбор электрода — очень важный момент, всегда старайтесь выбирать специализированные модели. Для каждого металла, вида поверхности, типа работ и их объема имеются свои особые электроды, и замена их на первые попавшиеся в лучшем случае затруднит вам работу, а в худшем — полностью испортит заготовки.
Те части металлических деталей, которые требуется соединить, необходимо зачистить щеткой по металлу или шлифовальным диском.
Саму соединяемую деталь необходимо надежно зафиксировать, лучше всего в специальных тисках.
Техника сварки электродом.
Начинаем главный процесс
Проведите осторожно по металлической поверхности электродом, касание легкое и недолгое. Если инвертор настроен правильно и все подсоединено в должном порядке, то появится целый фонтан искр
После этого переходите к сварке. Поднесите инструмент к точке сваривания, добейтесь касанием появления искр и отодвиньте электрод на 3 мм, между кончиком электрода и деталью должна появиться электродуга, которую ни с чем не спутаешь. Ваша задача — не дать погаснуть этому маленькому солнцу, а для этого необходимо соблюдать указанную дистанцию, малейшее отклонение приведет к потере электрической дуги. Медленно ведите дугу по линии необходимого соединения металлических деталей, на месте стыка должен образоваться аккуратный шов из раскаленного металла.
Тренировки проводите на ненужных металлических деталях, используя различный металлолом. И только уверившись в своих силах, можно переходить на настоящие элементы и конструкции, которые необходимо сварить.
Все довольно просто, и любой желающий может выполнить все эти действия довольно легко, а опыт — дело наживное.
Подготовка рабочего места
Как научиться варить электросваркой в сжатые сроки? За один день этого сделать не получиться, но применяя советы из разнообразных видео и подготовив все необходимое на рабочем месте, можно быстро приступить к практике.
Чтобы научиться варить сварочным инвертором нужна пластина для розжига электрода. Не всегда можно присоединить массу на изделие, поэтому потребуется небольшой металлический столик или основание
Под рукой у сварщика должен быть молоток для корректировки правильности фиксации металлических частей, шлакоотделитель, и средство для тушения огня (песок или огнетушитель).
Сваривать металл инвертором важно, будучи хорошо защищенным от вредных воздействий. Независимо от места выполнения работ (домашние или производственные условия) у каждого сварщика должны быть:
- защитная маска со светофильтром, соответствующим освещению на рабочем месте (в фильтре №5 будет плохо видно в помещении, в №3 будет очень слепить глаза на улице);
- рукавицы из брезентовой ткани для защиты от температуры и брызг;
- толстая, не воспламеняющаяся одежда, не заправленная за пояс;
- ботинки;
- головной убор для защиты от летящих капель шлака.
Этапы начала работы со сваркой
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
- Выставить изделие в нужном положении.
- Произвести фиксацию заданного положения сварными прихватками, длинной в 5 мм, минимум в двух местах с каждой стороны. Это необходимо ввиду свойства металла сжиматься и расширяться от нагрева. Если приступить к свариванию частей без прихваток, то другой край изделия может существенно отклониться от необходимого размера. От прихваток отбивается шлак, чтобы исключить его повторное расплавление и попадание в сварочную ванну.
- Зажигается дуга и накладывается корневой шов. Завершение шва необходимо делать внахлест застывшего металла, чтобы избежать воронок и иных дефектов.
- Отбивается шлак, и визуально проверяется качество соединения.
- Накладывается шов на противоположной стороне для баланса натяжений.
- Выполняются последующие слои с чередованием сторон.
- Окончательный вариант обрабатывается, по необходимости болгаркой, и закрашивается для предотвращения коррозии.
Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
https://youtube.com/watch?v=oq4n4lVxi88
Электродуговая сварка
Ручная дуговая сварка широко используется во всех отраслях народного хозяйства и в быту для соединения элементов металлических конструкций. Ее отличительными свойствами по сравнению с другими видами сварных соединений являются:
- Относительно невысокая стоимость сварочного аппарата и расходных материалов, которыми являются электроды.
- Получение высокого качества сварных соединений распространенных марок металлов, включая нержавеющие сплавы.
- Возможность производства сварных работ во многих труднодоступных местах – этому способствует малый вес и простота подключения оборудования к электричеству.

Рис. 7 Сваривание тонкой профильной трубы – вид швов
Проведение работ с использованием электродуговой сварки состоит из следующих этапов:
- Готовят торцы труб к свариванию, для этого их очищают от ржавчины, после чего заготовки устанавливают на необходимом расстоянии для заполнения шва металлом от расплавленного электрода, часто для этого используют специальные приспособления.
- Включают сварочный аппарат, выставляя необходимый ток по встроенному индикатору, вставляют электрод в держатель, подключенный к сварочному аппарату, второй конец закрепляет на трубе.
- Фиксируют положение свариваемых деталей относительно друг друга точечными наплавлениями (прихватки), после чего производят электросварку с использованием защитной одежды, маски и рукавиц сварщика.
- По окончании работ сбивают окалину и очищают шов металлической щеткой.
Полуавтоматическая сварка металл инертный газ (MIG)
Благодаря современным технологиям появилась возможность в бытовых условиях правильно сваривать профильные изделия наиболее простым способом, не требующим большого опыта и многолетней подготовки по специальности сварщик.
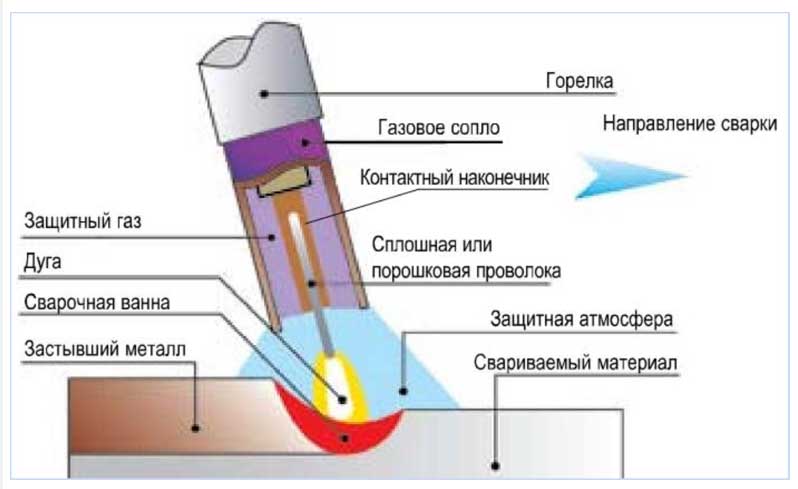
Рис. 8 Принцип работы МИГ
Полуавтоматическая сварка в среде инертных газов (МИГ) является эволюционным шагом в развитии обычных электродуговых способов, в сравнении с которыми она имеет следующие преимущества:
- Вместо электрода в сварочную ванну через горелку автоматически подается специальная проволока диаметром от 0,6 до 1,2 мм., намотанная в бобины – это автоматизирует процесс и сокращает время на смену электродов.
- Вместе с проволокой через сварочный рукав на горелку подается инертный газ (обычно это смесь углекислого газа с аргоном) – это препятствует образованию шлака и повышает качество шва.
Благодаря данной технологии полуавтоматическая сварка имеет следующие преимущества перед электродуговыми аппаратами:
- Позволяет сваривать тонкие заготовки с толщиной от 0,5 мм.
- Варит сталь, нержавейку, чугун, алюминий и цветные металлы.
- При проведении работ нет шлака и практически отсутствует дым – это менее вредит здоровью, повышает качество шва по сравнению с электродуговыми методами.
К недостаткам МИГ можно отнести громоздкость (требуется массивный баллон с газом и система подачи провода в горелку) и невозможность проведения работ на сильном ветру, выдувающим газ из зоны сваривания.
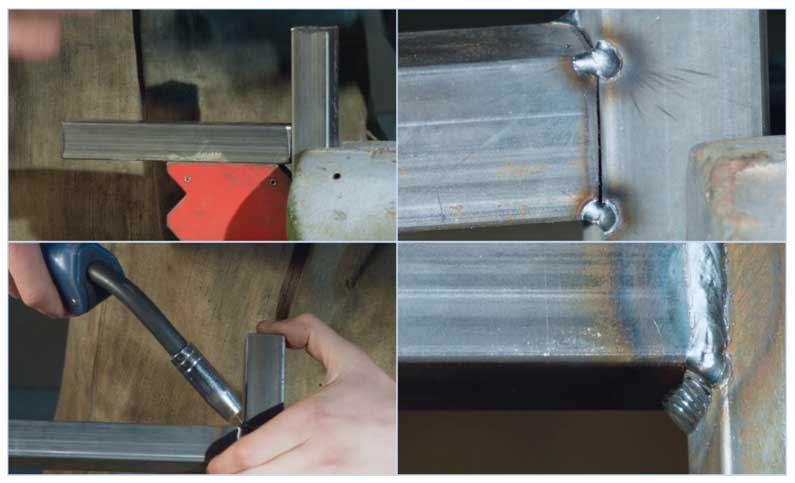
Рис. 9 Сварка тонкостенных профильных труб в среде инертного газа
Плазменная сварка и особенности ее применения
Еще один вид сварочного оборудования — плазменная сварка. Принцип работы оборудования заключается в том, что металл плавится за счет плазмы. Плазмой именуется такой газ, состоящий из заряженных частиц. Эти заряженные частицы газа способствуют проведению электрического тока.
Функционирование плазменной сварки основывается на выполнении следующих действий:
- Розжиг дуги, что происходит в специальной камере — плазматроне
- В эту камеру под давлением закачивается аргон, что способствует разогреву сварочной зоны до 50 тысяч градусов
- Увеличение объема газа приводит к тому, что он выходит из сопла с огромной скоростью
В итоге получается так, что плавится металл, формируя при этом соединительный шов. Из сопла выделяется два газа, один из которых является плазмообразователем, а второй защитный. Плазменная сварка делится на два вида — ручная и автоматическая. Автоматические аппараты применяются на производстве, а ручные агрегаты используются специалистами. Принцип применения ручных устройств заключается в том, что в зону дуги подается проволока, которая при оплавлении образует соединение. При помощи плазменной сварки можно не только варить металл, но еще и осуществлять его резку.
Аппарат аргонодуговой сварки — для кого предназначено оборудование и принцип его работы
Специализированный вид сварочного оборудования, который предназначен исключительно для работы с цветными металлами — аргонодуговая сварка. В качестве электродов используются вольфрамовые наконечники, а для защиты сварочного шва в процессе работы применяется инертный газ (аргон или гелий).
Изначально рассмотрим составные элементы аргонодуговой сварки, а также принцип ее работы. Состоит оборудование из сварочного аппарата с напряжением холостого хода в 60-70В, контактора для передачи напряжения на горелку, осциллятора для преобразования входного напряжения в величину 2000-6000 В и увеличение частоты тока до 150-500 Гц, устройства для охлаждения, не плавящихся электродов, баллона с аргоном, а также керамической горелки.
Теперь о том, как же работает такое оборудование, и чем оно отличается от других устройств. В одну руку необходимо взять горелку с не плавящимся электродом, а во вторую берется проволока. На горелке есть специальная кнопка, при нажатии которой происходит подача газа в область сваривания. Причем подачу газа нужно осуществить за 10-20 секунд до того, как появится дуга. В горелку устанавливается вольфрамовый электрод, который не должен выступать более 5 мм. Прислонить электрод к свариваемой поверхности на 2 мм, и включить аппарат. В результате произойдет розжиг дуги. Чтобы получить сварочный шов, сварщику необходимо подавать в зону возникновения дуги проволоку.
Это интересно! Розжиг дуги осуществляется путем расположения электрода от свариваемой поверхности на расстоянии 2 мм, но не менее. Соприкосновение электрода с поверхностью противопоказано. В ходе сваривания, из горелки будет выходить газ.
К достоинствам рассматриваемых устройств относятся:
- Малая температура разогрева, что не способствует деформации форм свариваемых деталей из цветных металлов
- Защита зоны сваривания посредством инертного газа, что положительно влияет на отсутствие развития окислительных процессов
- Высокая скорость проведения работ по свариванию металлов
- Простота работы с аппаратами
- Возможность соединения не только двух однородных видов цветных металлов, но и разнородных
Среди недостатков рассматриваемых устройств специалисты выделяют:
- Снижение качества сварочного шва, если работы проводить на сквозняке или при ветре
- Сложная конструкция сварочного оборудования, что усложняет особенности проведения настройки режимов
- Необходимость применения дополнительных устройств для охлаждения дуги при работе током большой величины
Аргонодуговая сварка может происходить в четырех режимах. Самый распространенный — это ручной режим, когда сварщик держит в одной руке горелку, а во второй проволоку. Еще есть механизированный вид, который отличается от ручного тем, что в зону сварки проволока подается автоматически, наподобие с полуавтоматическими устройствами. Более совершенными видами аргонодуговых устройств являются автоматически и роботизированные.
Это интересно! Применяется аргонодуговая сварка в случае необходимости проведения работ с цветными металлами, и особенно, когда необходимо соединить два разнородных материала. В таком случае, эффективным будет применение только аргонодуговых аппаратов.
Газовая резка и сварка деталей — достоинства оборудования
Отдельный вид сварочного оборудования — газовое. Принцип соединения деталей основывается на том, что происходит плавление металла пламенем высокой температуры. Для создания газовой дуги, посредством которой происходит плавление металла, используются следующие разновидности газов — водород, природный газ, ацетилен.
Почему применяются именно эти разновидности газов? Ведь именно они обладают свойством горения на воздухе. Наиболее популярной разновидностью газа является ацетилен, для получения которого применяется карбид кальция с водой. Горение газа происходит при поддержании температуры в пределах от 3200 до 3400 градусов Цельсия.
Принцип работы газосварочного оборудования основывается в подаче на соединяемые детали открытого пламени сгораемого газа. За счет высокой температуры горения газа, достигается оплавление металлических заготовок. Для регулировки пламени в конструкции держателя имеются настроечные винты. Принцип работы устройства подобен газовой горелке или паяльной лампе, только из держателя через сопло выходит тонкая дуга с высокой температурой нагрева.
Составными элементами газовой сварки являются:
- Баллон с пропаном или другими разновидностями газов
- Баллон с кислородом, выступающий в роли катализатора
- Соединительные шланги
- Газовая резка или держатель, состоящая из бронзы, двух вентилей, калиброванного сопла
- Розжиг осуществляется посредством специального пьезоэлемента
К преимуществам использования рассматриваемого оборудования следует отнести следующие моменты:
- Простая конструкция, состоящая из газового баллона и держателя
- Отсутствие необходимости подключения оборудования к электрической сети
- Простота применения
- Возможность не только соединения деталей, но и их резка
В отличие от электрических устройств, газовое оборудование для сварки не способно обеспечить высокую скорость проведения работ. Кроме того, работы выполняются исключительно в ручном режиме. Как правило, сварка с использованием газа осуществляется преимущественно специалистами. Назвать оборудование мобильным нельзя, так как достаточно большой вес и габариты имеют газовые баллоны.
Регулировка тока
Параметры работы выпрямителя регулируются электрическим или электромеханическим способом. Во втором случае операцию выполняют элементы, расположенные до основного блока. На вентили подается переменный ток, имеющий требующиеся для сварки характеристики. Электрическая регулировка возможна при наличии тиристоров.
Подключение балластника
Балластный реостат, включенный в электрическую цепь, позволяет сварщику настраивать аппарат в соответствии с выбранной технологией.
Чем оно выше, тем ниже сила тока. Балластный реостат представляет собой пружину, характер ее работы зависит от размера витка, общей длины детали, материала изготовления. Элемент подсоединяют к контакту регулятора, движением которого меняют сопротивление.

Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной
Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика
Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Выпрямительные аппараты для сварки — чем отличаются от трансформаторов
Для увеличения эффективности проведения сварочных работ, трансформаторные аппараты были модернизированы, в результате чего появились выпрямители. Отличительная особенность между трансформаторной сваркой и выпрямителем заключается в подаче на создание дуги не переменного тока, как в первом случае, а постоянного. Варить постоянным током не только легче, но еще и шов получается гораздо качественнее.
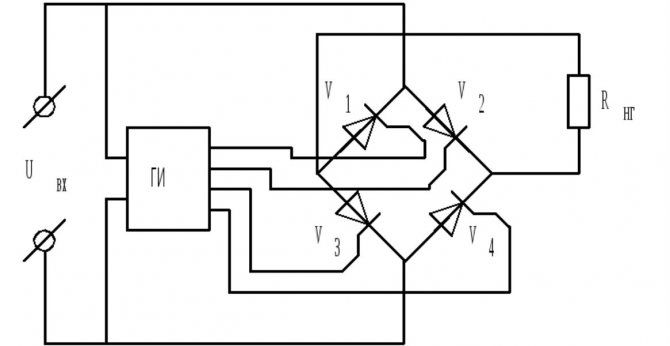
Чтобы сделать из трансформаторного аппарата выпрямитель, в конструкцию понижающего трансформатора добавили диодный мост, состоящий из кремниевых или селеновых диодов. За счет этого моста происходит преобразование переменного тока в постоянный. Сварка постоянным током позволяет получить устойчивую дугу, а также исключить возникновение разбрызгивание металла. Для работы с выпрямителями подходят любые виды электродов.
Выпрямительные сварочные устройства поспособствовали расширению сферы их применения. С их помощью можно работать не только с низколегированными сталями, но и чугуном, цветными металлами, нержавейкой и т.п.
Это интересно! На выпрямительных сварочных аппаратах используются не только диодные, но и тиристорные блоки, способствующие преобразованию входящего переменного тока в постоянный.
Исходя из вышесказанного следует выделить ряд следующих преимуществ выпрямительных аппаратов для сварки:
- Простота применения. В отличие от трансформаторных устройств, на выпрямительных установках могут без особого труда научиться работать новички
- Получение более качественного сварочного шва
- Расширенный список видов металлов, которые подлежат сварочному соединению посредством выпрямителя
- Относительная дешевизна, что связано с их конструктивными особенностями
Если говорить о недостатках, то они у выпрямителей также имеются. Главный минус их в том, что они имеют такие же большие габариты, как и трансформаторные. В случае перепадов входного напряжения, происходит оказание негативного влияния на качество сварочного соединения. Несмотря на малое количество недостатков, встречаются сегодня выпрямительные сварочные аппараты не часто. Хотя их производство продолжается и сегодня, однако это вопрос времени, так как уже достаточно давно были разработаны более усовершенствованные разновидности сварочных устройств.
Это интересно! Выпрямительные устройства подходят для той категории людей, которые имеют ограниченный бюджет на приобретение аппарата, и при этом хотят научиться пользоваться им.