Выбираем сварочный ток в зависимости от конкретного диаметра электродов
Содержание:
- Введение резистивной или индуктивной нагрузки
- Основные понятия
- Суть полуавтоматической сварки
- Классификация стальных покрытых электродов для ручной дуговой сварки
- Установка и подключение агрегата
- Как варить шов
- О технических приемах формирования шва
- Переменный ток
- Техники и методы сварки тонких листов металлов
- Конструкция на трансформаторах
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
Накручиваем витки из медной толстой жилы.
Основные понятия
Единицей измерения электрического тока является ампер. По своим свойствам бывает:
- Постоянный. В данном случае энергия не меняет своих параметров. Постоянный сварочный ток используют в полупроводниковых инверторах и сварочных выпрямителях.
- Переменный. Характеризуется постоянным изменением направлением движения электронов. Такой тип используется в электроснабжении многоквартирных и частных домов. Принцип использования переменной энергии реализован в понижающих сварочных трансформаторах, первичная обмотка которых подключается к сети 220 или 380 В.
Принцип работы трансформатора.
Помимо типа сварочного тока, на качество будущего соединения влияют следующие параметры:
- Толщина свариваемых элементов.
- Тип металла или сплава, с которым предстоит работать.
- Параметры и величина сечения электродного элемента.
- Применяемое сварочное оборудование и величина тока.
На последнем пункте следует остановиться подробнее. Зависимость между силой тока и количеством теплоты прямая. Чем выше первый показатель, тем больше тепла выделяется при горении электрической дуги, соответственно, базовая поверхность нагревается быстрее, увеличивая производительность.
Исходя из этого, чем выше толщина заготовки, тем сильнее должен быть ток для полного проплавления металла.
При увеличении силы тока следует подбирать электроды большего сечения, иначе энергия будет расходоваться нерационально.
Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором — MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.
Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов
В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
О технических приемах формирования шва
Перед тем, как самостоятельно научиться варить электросваркой, следует освоить различные сварочные техники соединения металлических деталей. Грамотное поддержание и перемещение электрической дуги — залог качественного шва. Если дуга чересчур длинная, то металл окисляется и насыщаться азотом, разбрызгиваться каплями, и формировать пористую структуру.
Шов внахлест
Сварочная дуга перемещается поступательно, вдоль оси электрода. Таким образом поддерживается нужная длина дуги, на которую влияет скорость плавления электрода. Длина электрода уменьшается постепенно, так же, как между ним и сварочной ванной увеличивается расстояние. Чтобы это предотвратить, электрод полагается двигать вдоль оси, соблюдая синхронность его укорачивания и движение в направлении сварочной ванны.
Потолочный шов
Диаметр электрода зависит от толщина свариваемого сеталла
Еще одна разновидность валика именуется ниточной. Такой валик формируется в процессе перемещения электрода по оси свариваемого шва. Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Про ширину валика можно сказать, что она обычно на 2-3 мм превышает диаметр электрода. Таким образом получается достаточно узкий сварочный шов. Его прочность недостаточно высока для создания крепкой конструкции. Как это исправить? Достаточно при движении электрода вдоль оси сварочного шва совершать дополнительное перемещение его — поперек оси.
Тавровый шов (с односторонней разделкой)
Поперечное смещение электрода в процессе работы дает возможность получить достаточную ширину шва. Это делается возвратно-поступательными колебаниями электрода, ширина которых определяется для каждого конкретного случая индивидуально. Здесь нужно принимать в расчет положение шва, его размер, форму разделки, особенности материалов, а также список требований, выдвигаемых к конструкции. Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Сварочный шов с опиранием электрода
Формируется при достаточно сложных, тройных движениях электрода. Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Переменный ток
Переменный ток меняет направление протекания по замкнутой цепи с определенной периодичностью. Переменный электрический ток получают при помощи генераторов переменного тока. Основными параметрами, характеризующими переменный ток являются:
— период — время, за которое происходит полный цикл изменений переменного
тока по величине и направлению; измеряется в миллисекундах;
— частота — число периодов, совершаемых переменным током в одну секунду; измеряется в герцах (Гц);
— амплитуда тока — максимальное значение тока в течение периода, независимо от направления тока; измеряется в амперах (А)
— эффективное значение тока — величина переменного тока, при котором на определенном активном сопротивлении выделяется столько же тепла, как и при такой же величине постоянного тока; измеряется в амперах (А)
В Украине и странах СНГ все электростанции вырабатывают переменный ток стандартной частоты — 50 Гц. Такой переменный ток называют током промышленной частоты.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
https://youtube.com/watch?v=WhtS9M_Ohog
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
https://youtube.com/watch?v=7Zl6lPVKNkM
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
 Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока.
Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
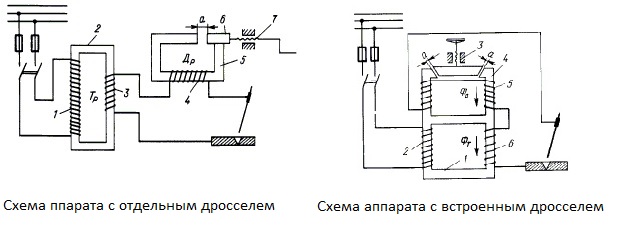
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя.
Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.