Аппарат точечной сварки своими руками
Содержание:
- Важные конструктивные свойства
- Сварочный процесс: схема изготовления
- Виды контактной сварки
- Оборудование из микроволновки своими руками
- Виды контактной сварки
- Изготовление инвертора для опытных мастеров
- Изготовление трансформатора
- Оборудование для точечной и шовной контактной сварки
- Как сделать машину для сварки своими руками?
- Аппарат для точечной сварки своими руками
- Основные компоненты споттера
Важные конструктивные свойства
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества. Виды контактной сварки:
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
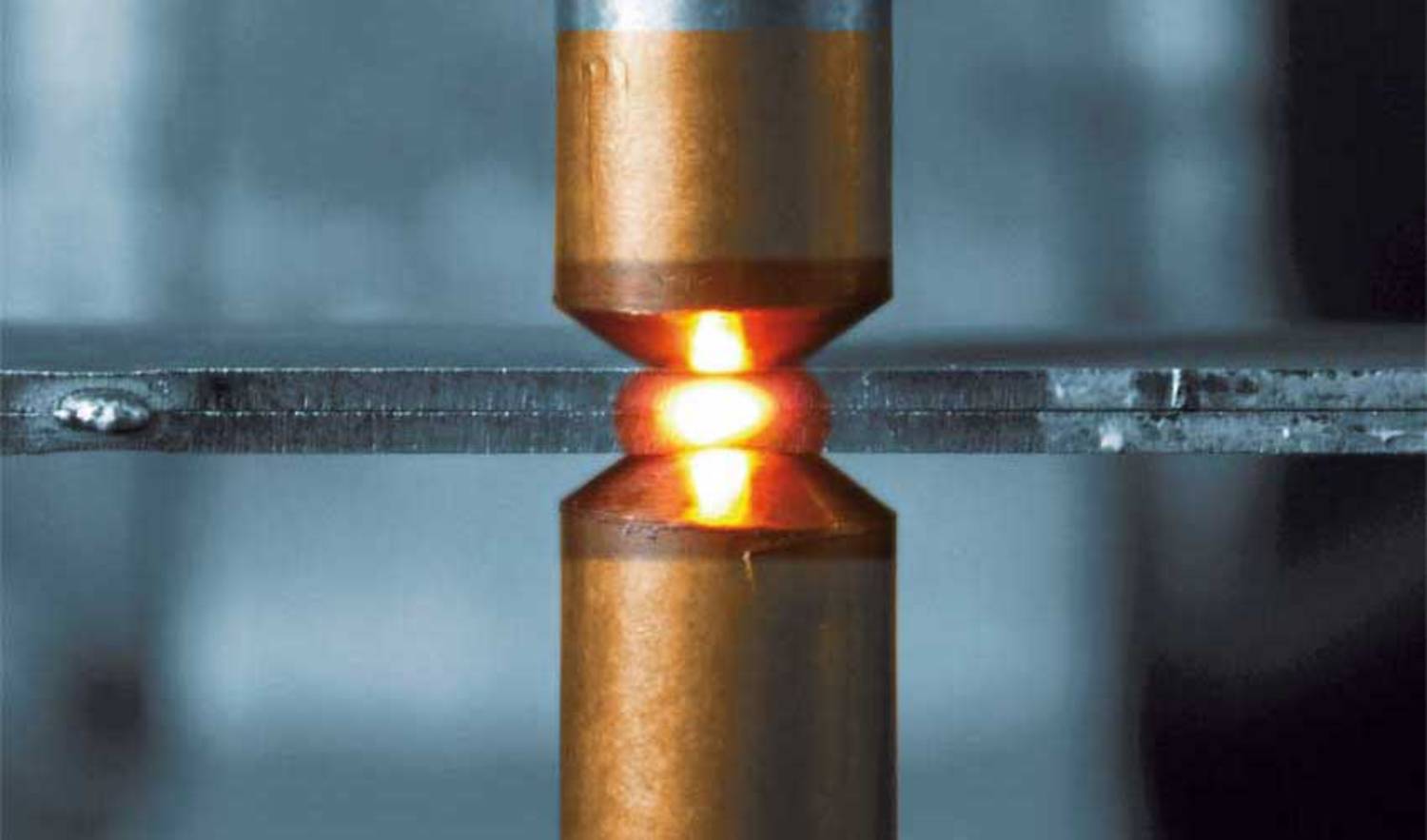
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
- Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.
- Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл.
Оборудование из микроволновки своими руками
Аппарат для проведения сварочных работ контактным методом можно сделать своими руками, ключевая деталь в нем — это трансформатор от микроволновки.
Чтобы сделать такое устройство, потребуется выполнить предварительные расчеты выгодности данного прибора по сравнению с покупкой готового инвертора.
Для самодельного прибора наиболее дорогой деталью является трансформатор, а вот расходные материалы (такие, как основа для крепежей деталей или же кожух с проводами) можно взять из сервисного центра.
Трансформатор с мощностью от 1 кВт подходит для изготовления сварочного оборудования для соединения листов толщиной до 1 мм. Если его мощность будет вдвое больше, то он подойдет для обработки листов толщиной до 1,8 мм. Многие микроволновые печи оснащены трансформатором мощностью в 3 кВт.
Чтобы увеличить мощность тока, возможно, потребуется 2 или 3 трансформатора. Сам трансформатор вытаскивается из защитного кожуха, шунты удаляются вместе со вторичной обмоткой. Поскольку в микроволновой печи напряжение высокое, на первичной обмотке прибора петель меньше по сравнению со вторичной. Для того чтобы убрать разность потенциалов, вторичную обмотку удаляют и адаптируют ее для работы с точечной сваркой.
Работа выглядит таким образом:
- тщательно очистите от остатков шунтов, а также вторичной обмотки. Вероятно, может потребоваться длинный узкий предмет или щетка из металла;
- вторичную обмотку потребуется делать новую, а первичная остается в прежнем виде. Потребуются многожильные провода с сечением как минимум в 1 квадрат;
- для вторичной обмотки потребуется сделать до 4 витков проводки с напряжением 2 Вт, однако, загнуть по катушке его не выйдет из-за толстой изоляции. Соответственно, провод потребуется от нее очистить, а затем обернуть изолентой.
Выводы вторичных обмоток объединяются при применении цепи на основе нескольких трансформаторов. А при условии использования одного трансформатора можно корпус микроволновки уменьшить по ширине и длине.
Для нескольких трансформаторов кожух делают на основе железного листа, который покрывается изолентой.
Для подведения тока к свариваемой области нужно создать рычажное устройство. Один рычаг прочно крепится к главной поверхности, а во время опускания второй будет давить на обрабатываемые детали.
Введите выключатель в цепь первичной обмотки и установите на верхний рычаг, благодаря этому можно будет в одно время пускать ток и сжимать деталь. Клещи в этом случае не будут нужны, нужно будет заранее спаять наконечники с проводкой с целью предотвращения окисления.
Для контактной сварки используются медные стержни с толщиной больше размера проводки, которые при работе будут заменены или подточены. Во время работы деталь будет рычагами зажата между электродами, далее запустится ток.
Виды контактной сварки
На промышленных предприятиях используют разные виды контактной сварки: точечную, рельефную, стыковую и шовную. Использование той или иной разновидности во многом зависит от профиля выполняемых работ.
Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Метод контактной точечной сварки
Данный метод подразумевает соединение металла в одной или нескольких точках одновременно. Качество сварного шва зависит от нескольких параметров:
- силы тока и давления, оказываемого на соединяемые детали;
- размера и формы электродов;
- степени чистоты свариваемых поверхностей;
- длительности воздействия на одну точку.
Современное сварочное оборудование имеет производительность до 600 точек в минуту. Данный метод используется как для соединения тонких (до 0,02 мкрн) деталей электрооборудования, так и для сварки металла толщиной до 20 мм.
Точечная сваркаФОТО: usamodelkina.ru
Рельефная сварка
Этот метод по принципу работы схож с точечной сваркой, а главное отличие состоит в том, что деталь в месте соединения и электрод имеют одинаковую естественную или штампованную рельефную форму. Подобная технология используется практически везде и позволяет крепить опорные элементы или кронштейны к плоской поверхности заготовки. Однако перед свариванием детали должны быть хорошо очищены от различных видов загрязнения.
Рельефное соединениеФОТО: weldering.com
Шовная технология сваривания
Шовная сварка — многоточечное соединение, при котором несколько сварных зон располагаются близко друг к другу или перекрываются, образуя монолитный шов. Сварочные аппараты оснащаются одним или несколькими роликами-электродами. Если сварные точки перекрываются между собой, то получается достаточно герметичный шов, поэтому данная технология используется при производстве различных ёмкостей. Толщина свариваемого металла колеблется в диапазоне 0,2-3 мм.
Шовная сваркаФОТО: svarkaprosto.ru
Стыковая контактная сварка
Как и в случае с рельефной сваркой, стыковой метод требует предварительной обработки торцов соединяемых деталей. Элементы металлической конструкции прижимают друг к другу кромками, после чего оплавляется вся плоскость контакта. Данная технология имеет несколько разновидностей: сопротивлением, оплавлением и плавлением с подогревом. Использование того или иного вида стыковой сварки зависит от типа металла, его толщины и необходимого качества фиксации. Самый простой вариант — соединение сопротивлением, используется для легкоплавких металлических деталей. Два других вида подходят для сварки конструкций большого сечения.
Схематическое изображение стыковой сварки металловФОТО: weldering.com
Статья по теме:
Изготовление инвертора для опытных мастеров
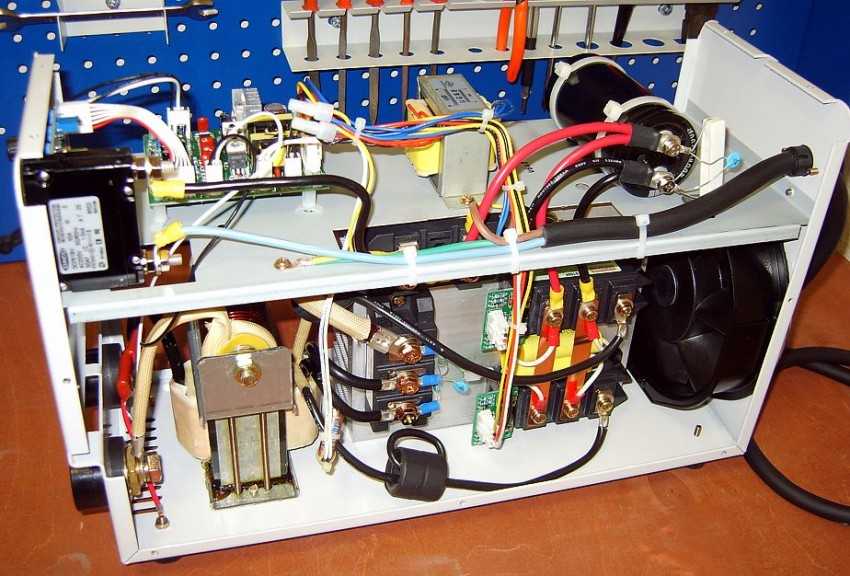
Сборка самодельного аппарата такого типа достаточно сложна. Для этого нужно обладать опытом ремонта электронных устройств. Однако приобретать дорогие детали и узлы для этого необязательно. Блок питания извлекают из нерабочего компьютера или телевизора.
Схема прибора
При первой сборке рекомендуется использовать простую готовую схему, включающую следующие элементы:
- Питающий блок для преобразователя и управляющей системы. Изготавливается из оптрона, используемого для подачи тока компонентам компьютера.
- Блок накопления заряда для дежурной дуги. Изготавливается на базе транзисторов КТ972, которые размещаются на радиаторах. Для соединения этих компонентов используют автомобильные реле на 40 А. Для управления применяются защитные автоматы номиналом 25 А. Напряжение холостого хода составляет 300 В, при сварке этот параметр снижается до 50.
- Преобразователь тока. Самыми важными частями этого блока являются катушки индуктивности. Настройку их параметров производят посредством резисторов. При несогласованности значений ток имеет недостаточную силу.
- ШИМ из печатной платы US3845. Деталь снабжают транзисторами марки КТ972.
Рассматриваемая схема преобразует поступающее от сети переменное напряжение в постоянное. Это помогает получить ток с характеристиками, требуемыми для формирования прочного сварного соединения.
Необходимые элементы
Для сборки агрегата понадобятся:
- компьютерный блок питания;
- медные провода;
- микросхема US3845 (приобретается в готовом виде);
- корпус от старой СВЧ-печи или системного блока;
- транзисторы.
Процесс изготовления
Сборку начинают с переделки силового трансформатора с ферритовым основанием. Выпрямительный мост снабжают готовыми компонентами из быстродействующих полупроводников. После доработки трансформатора, следуя схеме, соединяют следующие элементы:
- диодный выпрямитель с запасом мощности, балластным регулятором, средством медленного пуска;
- управляющий блок на основе 2 транзисторов и драйвера;
- трансформаторную силовую часть;
- выходной компонент из дросселя и диодов;
- охлаждающую систему из компьютерного кулера;
- систему контроля параметров выходного тока.
Все компоненты устанавливают на текстолитовую плату толщиной 1,5 мм. Конструкцию вводят в металлический кожух. Использовать пластиковый корпус нежелательно.
Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Оборудование для точечной и шовной контактной сварки
Современное оборудование для точечной и шовной контактной сварки — это комплекс
элементов для решения технологических задач. В состав оборудования входит сама
сварочная машина, средства механизации и автоматизации процессов сварки и систему
управления всеми этими устройствами.
Схема машины для точечной сварки показана на рисунке выше. В составе машины
две основные части. Первая — это механическая с элементами конструкции, которые
обеспечивают жёсткость и прочность машины (корпус, кронштейн и т.п.) и приводами
для передачи усилия и перемещения деталей. Вторая часть электрическая, в составе
которой имеется источник сварочного тока (сварочный трансформатор, выпрямитель,
аккумуляторы тока — батареи конденсаторов, инверторы — преобразователи частоты
и т.д.) и вторичный контур с токоподводами — консолями, электродержателями и
электродами.
Средства механизации и автоматизации представляют собой приспособления к универсальным
машинам или устройства, обеспечивающие подготовку изделия к сварке, сборку,
прихватку, установку, перемещение и съём узла.
Система управления необходима для задания программы работы (режимов сварки,
очерёдности выполнения операций, контроля и автоматической регулировки параметров
технологического цикла, сбора и обработки информации о состоянии оборудования
и качества изделия).
Классификация сварочных машин
Сварочные машины для контактной роликовой и шовно сварки производят в разных
странах, но их все можно классифицировать по различным признакам:
1. По способу сварки. Различают машины для точечной, рельефной и шовной сварки.
2. По назначению. Бывают универсальные машины (общего назначения) и специализированные
(обычно, по типу узла или сортамента).
3. По способу установки. Различают стационарные и передвижные машины.
4. По роду питания. Существуют машины переменного тока, машины низкочастотные
и постоянного тока, конденсаторные машины.
5. По виду привода усилия. Машины могут быть рычажные, пружинные, пневматические,
гидравлические, электромеханические и др.
6. По степени автоматизации. Машины бывают неавтоматические, полуавтоматические
и автоматические.
Электроды сварочных машин
Электроды сварочных машин — это весьма важный элемент, ведь именно от их стойкости
зависит производительность точеной и, особенно, шовной контактной сварки. Основные
требования к материалам электродов изложены в ГОСТ 14111. Для сварки алюминиевых
сплавов и подобных материалов это, прежде всего, тепло- и электропроводность.
Среди предъявляемых требований также сопротивление пластическим деформациям
при температуре 300-500°C (для сварки жаропрочных сталей).
Для изготовления электродов применяют такие материалы, как медные сплавы. В
качестве электродных вставок применяют чистые тугоплавкие металлы — молибден
и вольфрам. Отдельную группу представляют материалы, упрочнённые частицами оксидов
(Al2O3, CrO3), карбидов и нитридов, обладающих высокой жаростойкостью и электропроводностью.
Для сварки медных сплавов и сплавов алюминия применяют электродные материалы
с высокой электропроводностью, для сварки жаропрочных сплавов — с высокой твёрдостью
при больших температурах (около 500°C).
Механизация и автоматизация шовной и точечной контактной сварки
Сварочные машины для точечной и шовной контактной сварки обеспечивают почти
полную автоматизацию процесса. Для уменьшения длительности вспомогательных операций
и повышения производительности всего процесса используют различные механизированные
приспособления, машины-автоматы, автоматические линии и промышленные роботы.
К сборочно-сварочным приспособлениям относятся кондукторы, стапели, сборочные
стенды, на которых выполняют сборку, прихватку и сварку изделий. На практике
также нашли широкое применение поддерживающие (выравнивающие) приспособления,
при помощи которых можно сориентировать свариваемый узел относительно электродов
или роликов сварочной машины. Примерная схема подобного приспособления показана
на рисунке.
Автоматические линии востребованы в автомобилестроении, при производстве сельскохозяйственной
техники, в вагоностроении, в электронике, при производстве трубных заготовок
и в других областях при массовом производстве.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху
С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1.7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.
Аппарат для точечной сварки своими руками
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Основные компоненты споттера
Главные комплектующими оборудования являются:
- пуллер;
- диодный мост;
- реле – на 30 А;
- инопуллер (обратный молоток);
- трансформатор – 1500 А;
- контактор – 220 В;
- блок управления с тиристором – 200 В.
Корпус
Устройство должно отличаться функциональностью и удобством. Размер выбирается индивидуально. Необходимо правильно разместить управляющие элементы. Желательно сделать обработку поверхности диэлектрическим материалом.
Корпус может изготавливаться из таких материалов, как: пластик, металл, дерево. Можно использовать:
- Короб из металла старого оборудования, который подходит по габаритам.
- Оцинкованный тонкий жестяной лист или с порошковой окраской.
- Системный блок для ПК. Отличается удобством, поскольку доступно для установки кулеры и микросхемы. В целях защиты можно применять короб из дерева, имеющий откидную крышку.
Для крепежа используют заклепки и саморезы.
Источник питания
Трансформатор с диодным мостом, собирающимся на диодах Д226Б – главные составляющие блока питания. Они заряжают конденсатор(С1), способствующий открытию тиристора, который расположен в диагональной части моста. Регулировка длительности напряжения происходит резистором (R1).
Любой блок питания способный дать 10 В, можно использовать для агрегата.
Кабели питания
Выбор кабелей делается с учетом правильно подобранного сечения. Схема расчета: на 1 мм2 – 10 А. Длина для массы не должна быть больше 1,5 м, для рабочей – 2,5 м. Если не учитывать указанные параметры, то сварочные действия будут выполнены не качественно.
Кончики проводов закрепляются соединительными элементами. Для этого могут применяться клеммы, используемые в резьбовых соединениях. А также специальные устройства, обеспечивающие скорость соединения на агрегате и пистолете, например, крокодил.
Схема управления
Чтобы правильно осуществить сборку аппарата, следует ознакомиться со схемой агрегата:
- при подключении, на устройство подается напряжение;
- ток, преобразовываясь, направляется на диодный мост;
- далее попадает на конденсатор и заряжает;
- изменяется положение переключателя;
- отключается от зарядного устройства конденсатор;
- напряжение переходит на цепь тиристора и способствует открытию;
- электрический импульс поступает на аппарат;
- образуется сильное напряжение с помощью вторичной обработки;
- после окончательно разряжения конденсатора, тиристор закрывается;
- магнитная цепь агрегата возвращается в первоначальное состояние.
Для повторного заряжения конденсатора, требуется изменение положения переключателя.
Сварочный пистолет
Считается главным приспособлением споттера. Должен обладать конструкцией, позволяющей без разборки осуществить замену электрода. Последний желательно изготовить из меди, имеющий диаметр 8-10 мм.
Чтобы самостоятельным образом изготовить пистолет, следует воспользоваться следующими устройствами:
- неработающая дрель, с удаленной внутренней частью;
- полуавтоматическое сварочное оборудование (рабочая часть);
- клеевой пистолет для монтажных работ.
В качестве дополнительных оснащений применяют штангу и утяжелитель.
Для подключения к агрегату, применяется комбинация из 5-жильного провода с соответствующим сечением.
Оснастка
Чтобы изготовить споттер, понадобятся следующие материалы:
- зажим;
- крепеж;
- кабель(3 м);
- лист из металла;
- уголок 20*20 каркаса;
- кабель питания;
- резистор переменный (100 Ом);
- текстолитовая плата (6 мм);
- рукоятка для пистолета;
- кабели для обмотки (от 70 мм2) – возможна замена на шины из меди или алюминия с необходимым сечением;
- стержень из латуни (диаметр 16 мм, длина 250-300 мм);
- заготовка из латуни (диаметр 60 мм, длина 100 мм).