Как самому сделать сварочный аппарат из микроволновки
Содержание:
- Как сделать споттер своими руками
- Как управлять самодельным сварочным аппаратом
- Сварочник из электромотора
- Корпус для споттера и финальная сборка
- Изготовление элементов управления
- Изготовление электродов
- Органы управления самодельной точечной сваркой
- Как собрать из трансформатора — 6 нюансов
- Органы управления самодельной точечной сваркой
- Что нужно для изготовления аппарата точечной сварки
- Как усовершенствовать?
Как сделать споттер своими руками
Зная устройство сварочного аппарата, можно смело решиться сделать споттер своими руками. Самодельный Spoter будет состоять из подручных деталей, купить нужно только то, чего дома, обычно, не бывает (если желающий собрать споттер не мастер-ремонтник). Суть устройства такова: блок управления передает на стаддер ток, который доходит до электрода, на котором перемещается обратный молоток (металлическая болванка). С помощью обратного молотка корректируется деформированный участок поверхности кузова авто.
Купить сварочный аппарат такого типа не всегда может быть целесообразно, тем более что стоимость качественного оборудования не так уже и мала. Потому рассмотрим устройство аппарата, чертежи и разберемся как быстро и из чего сделать самодельный споттер. Разберем по схеме блок управления, трансформатор и пистолет.
Блок питания своими руками
Блок питания состоит из трансформатора и диодного моста, который собирается на диодах Д226Б. Они необходимы для зарядки емкости С1. В свою очередь конденсатор открывает тиристор V9, после нажатия кнопки S3. Тиристор помещается в диагональ моста, от которого питается обмотка (первичная) трансформатора Т2. Когда тиристор открыт – происходит процесс сварки, а после того, как емкость исчерпает свой заряд, происходит закрытие тиристора, и, соответственно, работа устройства прекращается. После отпуска кнопки S3 конденсатор C1 снова начинает заряжаться. Длительность импульса регулируется резистором переменным R1. Трансформатор обязательно должен быть мощным.
Тиристор ПТЛ 50 можно поменять на ТЧ 40, а также на ТЧ 80. Можно составить другую схему, в которой вместо ПТЛ 50, питающего обмотку трансформатора, использовать симистор. Управляется симистор оптопарой, а диодный мост заменить на стабилизатор по микросхеме LM317. Как стабилизатор, можно использовать любой блок питания, который даст хотя бы 10 Вольт. Переменный резистор RP1 устанавливается в цепи провода микросхемы и им можно корректировать напряжение для зарядки конденсатора. Этой манипуляцией регулируется продолжительность импульса для сварки. В случае короткой длительности сварки, следует увеличить емкость С4.
Споттер своими руками: мотаем трансформатор
В процессе создания споттера своими руками, самой трудоемкой работой считается изготовление трансформатора. Обмотка занимает длительное время, но без этого этапа результата не будет (разве что в наличие есть лишний трансформатор). Мотать можно на Ш-образном и кольцевом железе. Провод для второй обмотки можно брать медный или алюминиевый. Изоляцию между мотками нужно делать хорошую из лакоткани или бумаги трансформаторной в несколько слоев (5-6). Бумагу можно, для надежности, пропитать парафином.
Самодельный обратный молоток
Обратный молоток нужен для рихтовки кузовной поверхности. Сначала нужно собрать пистолет и присоединить его к блоку управления. Для этого берется толстый кабель, который присоединяется к электроду, а на кнопку нужно вывести три провода. Длина электрода должна быть в пределах 40-45 см, а в диаметре 12-16 мм. На электрод одевается тяжелая болванка. Она и будет обратным молотком, перемещаться должна свободно. На конец электрода нужно приварить острый наконечник, которым и производится контакт с поверхностью кузова при рихтовке авто.
Силовой соединяющий кабель должен иметь сечение равное или большее, чем шина вторичной обмотки трансформатора. Рекомендуемая длина проводов не должна превышать 2,5 м. На этом, подведем итоги: изготовить споттер своими руками реально.
Как управлять самодельным сварочным аппаратом
Несмотря на то, что контактная сварка является достаточно несложной технологической операцией, для достижения требуемого качества выполняемого соединения ей необходимо правильно управлять. Именно для этих целей следует оснастить самодельный аппарат из микроволновки соответствующими органами управления. Основными из них являются выключатель и рычаг, при помощи которого и обеспечивается требуемое усилие сжатия электродов и соединяемых деталей.
От усилия сжатия напрямую зависит качество получаемого соединения, поэтому рычаг для сварочного аппарата желательно делать более длинным
Очень важно, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на поверхности рабочего стола. Для этих целей используются струбцины
Увеличить усилие, передаваемое электродами, можно не только при помощи рычага, но и посредством рычажно-винтового механизма, которым также можно оснастить аппарат, сделанный своими руками. Удобнее всего закрепить такой механизм непосредственно на рычаге, чтобы манипуляции с ним не отнимали дополнительного времени. Кроме того, такое расположение органов управления высвободит вторую руку оператора, которой можно будет придерживать соединяемые детали.
Особенностью работы на аппарате контактной сварки является то, что подавать ток на электроды можно только тогда, когда они находятся в сжатом состоянии. Если же включить подачу тока перед их сжатием, то они будут искрить в момент соприкосновения с деталями, а это приведет к их подгоранию и быстрому выходу из строя.
Вариант крепления неподвижного нижнего электрода
Выключатель, также относящийся к органам управления контактной сварки (в том числе сделанной из микроволновки), необходимо установить в цепь первичной обмотки. Если пренебречь этой рекомендацией и установить его в цепи вторичной обмотки, по которой протекает ток значительной величины, то выключатель создаст дополнительное сопротивление, что приведет к свариванию электродов между собой.
Для самодельного сварочного аппарата с трансформатором от микроволновки необходимо предусмотреть простейшую систему охлаждения, также сделанную своими руками. В качестве такой системы может быть использован обычный вентилятор. При помощи этого устройства можно будет охлаждать сам трансформатор, электроды и другие токопроводящие элементы. Конечно, такое охлаждение не будет слишком эффективным, и все равно придется делать регулярные перерывы в работе, необходимые для самостоятельного охлаждения всех нагревающихся элементов оборудования.
Процесс сварки, выполняемой на аппарате, сделанном своими руками, практически ничем не отличается от подобной технологической операции, осуществляемой на серийном оборудовании. Первым этапом такого процесса является сжатие деталей, в процессе которого происходит их пластическая деформация в месте будущего соединения. На втором этапе в зону сварки подается ток, проходящий через медные электроды.
Характеризуется этот этап образованием жидкого сварочного ядра, расширением сварной ванны и пластической деформацией и осадкой металла деталей в точке соединения. В этот момент расплавленный металл начинает выплескиваться из сварной ванны. После прекращения подачи тока в зону соединения она начинает охлаждаться, что сопровождается кристаллизацией расплавленного металла.
Готовый сварочный аппарат (вид сверху)
В результате прохождения описанных выше процессов в зоне соединения формируется литое ядро, отличающееся высокой прочностью. Полученная зона соединения характеризуется значительными остаточными напряжениями, которые можно минимизировать, если не сразу разжимать электроды после прекращения подачи тока, а выждать некоторое время. Можно даже несколько увеличить усилие на зону соединения после прекращения подачи тока, что также снизит остаточные напряжения и позволит добиться эффекта ковки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Корпус для споттера и финальная сборка
В общем случае сборка самодельного споттера завершается помещением его основных элементов в корпус и выводом на переднюю панель клемм и органов управления. Корпус можно заказать по чертежу или просто эскизу или (при наличии возможностей) изготовить по месту. Иногда народные умельцы начинают эксплуатировать споттер, детали и провода которого просто разложены на верстаке или даже на полу. Этот вариант подходит только для отладки и подбора параметров, в постоянном режиме такой электрический установкой пользоваться нельзя. Поскольку существуют различные варианты изготовления споттеров своими руками, то их компоновки корпусов могут быть также различными. К примеру, если сварочный трансформатор предназначен для работы на открытом воздухе, то в этом случае аппарат может иметь вид устойчивого основания с трансформатором, клеммной колодкой и отдельным корпусом системы управления.
На базе аккумулятора
Споттер с аккумуляторным питанием подходит для тех мест, где сетевое электропитание не может обеспечить достаточную мощность, неустойчиво или вообще отсутствует, а объем кузовных работ незначителен. Обычно такая ситуация возникает при кузовном ремонте личного автомобиля в гаражном кооперативе или на дачном участке. Корпус такого самодельного споттера может состоять из небольшой опорной рамы для установки АКБ, к которой крепится клеммная колодка и реле, управляющее выключением. Если это разовая работа, то можно обойтись вообще без корпуса, прикрепив реле хомутом к аккумулятору.
На базе бытовой микроволновки
Для изготовления споттера своими руками также подойдет трансформатор из микроволновки. В этом случае единственным ограничением является его мощность, поскольку большинство печей СВЧ рассчитаны на потребление менее 1 кВт. Для решения этой проблемы можно использовать два-три трансформатора, включенные параллельно. Плюсом такого источника питания является небольшой размер используемых трансформаторов, которые можно разместить в ряд внутри малогабаритного корпуса. В результате получится довольно компактный и мобильный споттер. Единственно, чем придется озаботиться, — охлаждение внутреннего пространства такого устройства.
Изготовление элементов управления
Для того чтобы точечной сваркой было просто и удобно управлять необходимо изготовить корпус устройства, с помощью которого можно будет легко выполнить сваривание металлов.
Первое что необходимо сделать – это зафиксировать трансформатор. Для этой цели можно использовать толстый фанерный лист, в котором дрелью делаются отверстия под крепление трансформатора. Управление процессом точечной сварки может осуществляться как на выносном аппарате, когда трансформатор находится отдельно от корпуса и от него по проводам напряжение подаётся к контактам клещей. Такое устройство позволит выполнять сварочные работы в труднодоступных местах и на крупногабаритных объектах.
Существенным недостатком выносного аппарата является необходимость в использовании достаточно длинного кабеля, при прохождении по которому электрический ток будет существенно снижен за счёт нагрева проводника в момент сваривания металла. Также к минусам выносного устройства относится невозможность использовать клещей с длинным рычагом, поэтому усилие при контакте будет незначительным, что не может не отразиться на качестве сварки.
Изготовить клещи можно самостоятельно при наличии инверторного сварочного аппарата. Для изготовления клещей потребуется найти 2 большие шайбы-прокладки толщиной не менее 8 мм и диаметром – 50 мм. При отсутствии подходящих деталей их можно самостоятельно изготовить на токарном станке. Если шайбы изготавливаются своими руками, то в середине каждой из них потребуется сделать отверстие диаметром 20 мм.
Следующим этапом самостоятельного изготовления клещей является вырезание из толстого эбонитового стержня изоляции.
Стержень желательно подобрать таким образом, чтобы его диаметр совпадал с внешним диаметром металлических шайб. Серединная изоляция изготавливается следующим образом.
- От эбонитового стержня отрезается кусок длиной 30 мм.
- Эбонитовая шайба надёжно фиксируется в сверлильном станке и ровно посередине делается сквозное отверстие диаметром 8 мм.
- На токарном станке с обеих сторон эбонитовой шайбы снимается материал до диаметра 20 мм. Удаление материала следует производить на расстояние равное толщине металлической шайбы.
Изготовление электродов
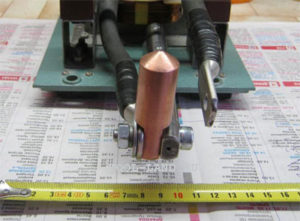
Производится точечная сварка непосредственно замыканием двух электродов. Материалом последних должна быть медь. Диаметр рабочего стержня должен соответствовать сечению кабеля, подведенного к нему. Можно использовать обычный медный пруток. Для сварки тоненьких проволок подойдет жало от паяльника в количестве двух штук.
В процессе сварки электроды постоянно подвергаются перегреву и форма их концов требует периодической правки. Для этого электроды должны быть съемными. Их фиксация выполняется обжимным методом, при помощи болтового соединения. Со временем, их придется заменить. Все остальные соединения лучше сделать цельными, т. к. на каждом разъеме будет создаваться дополнительное сопротивление. Для этого окончание кабеля вторичной обмотки можно снабдить специальной клеммой, закрепленной посредством пайки.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Трудно переоценить важность и необходимость аппарата для выполнения точечной сварки в домашних условиях. Таким способом можно соединить прутья забора, изготовить клетку для домашнего животного, присоединить держатель к поварешке
Сварочное оборудование промышленного производства имеет высокую цену. Хороший выход — изготовить точечную сварку из микроволновки своими руками.
Как собрать из трансформатора — 6 нюансов
В любых микроволновых печах устанавливают магнетрон. Ему нужно значительное напряжение. Трансформатор имеет меньшее количество витков в первичной обмотке, и гораздо большее во вторичной. Именно на ней напряжение будет составлять 2000 вольт. Если имеется удвоитель, то значение возрастет в несколько раз. Именно это свойство необходимо использовать.
Трансформатор необходимо вынимать очень осторожно. Чтобы ничего не повредилась, не желательно применять различные грубые инструменты
Сначала нужно избавиться от корпуса, а также устранить все крепежные элементы. Трансформатор достает из точки фиксации. Из этого устройства будет использоваться магнитопровод, а также первичная обмотка, имеющая мощный провод и малое количество витков.
Вторичная обмотка
Посмотрите на картинке вторичную обмотку. Использовать ее при сборке сварки не нужно, потому желательно избавиться от неё. Для этой цели используется зубило и молоток
Важно производить все работы очень аккуратно, чтобы нужная обмотка не испортилась. При работе возможно человек найдет шунтирующее устройство, применяемое в различных СВЧ печах
От них также нужно избавиться.
Магнитопровод на сварке
Посмотрите на картинке магнитопровод, прикрепленный на сварке. Если в микроволновой печи стоит микропровод, что не приклеен, а приварен, то удалением этой детали придётся заниматься при помощи ножовки по металлу или стамески. Обмотка будет о крепко сидеть в магнитопроводе, потому нужно приложить много усилий. В таком варианте придется использовать более грубые методы, чтобы удалить конструкцию любыми подручными средствами. Но стоит учитывать, что операция проводится очень аккуратно.
После проведение всех вышеописанных операций, приходим к созданию вторичной обмотки — используется цельный провод, с диаметром в 100 мм в квадрате или чуть больше. Это соответствует одному сантиметру. Также используют пучок проводов, обеспечивающих необходимый диаметр.
Обмотка создана — трансформатор сможет создавать силу тока, равную 1кА. Именно это и нужно для точечной сварки.
Если есть необходимость сделать аппарат мощнее, то единственного трансформатора не будет достаточно. Для этой цели необходимо совместить несколько элементов из разных СВЧ печь. Понадобится два или три витка.
Если изоляция очень толстая, ее нужно будет убрать и заменить на более тонкую — желательно тканевую. Если применяется несколько трансформаторов, то вторичная обмотка изготавливается по общей схеме соединения. Но тогда потребуется правильно соединить выходы.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к , подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Что нужно для изготовления аппарата точечной сварки
Основным элементом сварочного аппарата выступает силовой трансформатор, который имеет большой коэффициент трансформации. Как раз таким условиям и отвечает трансформатор микроволновки, который используется для питания магнетрона. Его мощность может быть 700-800 Вт, и даже более 1 кВт.
Следует знать, что маломощные трансформаторы от микроволновки, подойдут для изготовления точечной сварки под работы с металлом, толщина которого будет не более 1 мм. Если нужно сделать сварочный аппарат для точечной сварки более мощным, то рекомендуется соединить два трансформатора от микроволновки вместе.
Также, кроме трансформатора, для изготовления точечной сварки из микроволновки потребуются и кое-какие материалы.

В первую очередь, это:
- Профильная труба или другой металлопрокат для изготовления рукоятки с основанием (можно использовать и деревянные бруски);
- Пружина, посредством которой будет отбрасывать рукоятку вверх;
- Навес, чтобы сделать подвижной рукоять сварочного аппарата;
- Медная шина, для изготовления держателей электродов;
- Медные прутки, будут использоваться в качестве электродов для точечной сварки из микроволновки;
- Кусок медного кабеля в изоляции диаметром не менее 1 см. Если кабель не влезет в трансформатор, то изоляцию придется снять, после чего нужно обязательно обмотать кабель несколькими слоями обычной изоленты.

После того, как все вышеперечисленные материалы найдены, можно смело приступать к изготовлению сварочного аппарата для точечной сварки своими руками.
Переделка трансформатора микроволновки
В первую очередь нужно переделать трансформатор от микроволновки, таким образом, чтобы на выходе вторичной обмотки, было бы приблизительно напряжение в 2 В. Для этих целей заводская вторичная обмотка, полностью удаляется с трансформатора микроволновки и наматывается новая, толстым медным кабелем.

Всего понадобится сделать 2-3 витка вторичной обмотки на переделываемом трансформаторе питания. Снять старую вторичную обмотку с трансформатора можно при помощи молотка и зубила, однако действовать нужно крайне аккуратно, чтобы не повредить первичную обмотку. Она нужна целой и невредимой для нормальной работы аппарата точечной сварки.
Как усовершенствовать?
При разработке аппаратов для контактной сварки главная трудность, с которой сталкиваются мастера — конструкция сварочных электродов. Механизм держателя должен обеспечить не только сильный, но стабильный по силе прижим электродов к свариваемым деталям.
В случае сварки листовых материалов и компактных деталей равномерность обеспечивается тем, что сварочные контакты располагаются напротив друг в друга в приспособлении, напоминающем клещи. Такая конструкция гарантирует, что электроды находятся точно напротив друг друга и сдавливают детали с обеих сторон с равной силой.
Труднее обеспечить прижим при доступе к деталям только с одной стороны. Например, иначе просто невозможно приварить никелевую ленту к аккумуляторам при сборке литиевой батареи. Пропускать сильный сварочный ток непосредственно через элемент означает – испортить аккумулятор.
Импульс тока проходит через две близко расположенные точки, почти не нагревая нижнюю деталь, но обеспечивая надёжное расплавление верхнего материала в месте контакта.
Такие держатели следует выполнять с подпружиненным креплением обоих электродов. Самостоятельное изготовление пружинного держателя дело хлопотное — но сейчас можно приобрести готовые держатели и комплекты электродов для односторонней контактной сварки.
Хорошим усовершенствованием будет также возможность замены типа сварочных электродов прямо в процессе работы. Для этого соединение с трансформатором выполняют разъёмным, в виде винтовых или штепсельных соединений. Так как в процессе сварки по контактам проходит очень большой ток, лучше устроить разъёмный контакт в виде медного винта и медных клемм сварочных электродов, скрепляемых медной гайкой. Впрочем, есть готовые штепсельные соединители, специально сконструированные для использования в сварочных аппаратах.
Как сделать сварочный аппарат из микроволновки, смотрите далее.