Особенности инверторной сварки для начинающих
Содержание:
- Дополнительные рекомендации по выбору оборудования
- Варим, режем
- Способы сварки
- Что нужно для сварки в домашних условиях?
- Какой инвертор подойдет для сварки нержавейки
- Основные виды и типы марок электродов
- Как правильно варить инвертором?
- Как правильно вести электрод и, под каким углом его держать
- Что такое сварочный инвертор и как он работает
- Правила выбора прибора
- Памятка новичка по сварке, какие требуются приспособления
- Необходимые инструменты
- Сварка трубопровода
- Как выбрать хороший сварочный аппарат?
Дополнительные рекомендации по выбору оборудования
Выбор сварочного инвертора требует внимания к такому параметру данного оборудования, как величина номинального тока. Номинальным считается такой ток, при котором сварочное оборудование работает без перегрузок и не перегревается.
Выбирать сварочное оборудование по значению номинального тока следует с некоторым запасом. Так, к примеру, если вы преимущественно будете использовать аппарат при значениях тока в 120 Ампер (сварка деталей толщиной до 4 мм электродом с диаметром 3 мм), то выбрать стоит инвертор, номинальный ток которого составляет 160 Ампер (на 30–50% больше).
Соблюдать такое правило следует еще и потому, что в наших электрических сетях часто случается значительное понижение напряжения, что сразу влечет за собой и снижение силы сварочного тока. Выполнить качественную сварку в таких случаях, если вы подобрали сварочное оборудование без учета запаса по номинальному току, будет практически невозможно. Оказывать влияние на снижение сварочного тока может и длина проводов, с помощью которых вы подключаете оборудование к электрической сети.
При выборе аппарата важно также оценивать степень его защиты от влаги и пыли. Для этого недостаточно просто взглянуть на фото такого оборудования, а вот узнать о том, какому классу соответствует его защита, стоит
Для бытового использования вполне подойдут модели, класс защиты которых обозначается IP21. Есть модели инверторов с классом защиты IP23, которые могут эксплуатироваться даже под косым дождем, но переплачивать за такую опцию нет смысла, потому что мало кто будет выполнять сварочные работы в таких погодных условиях, да и хранят подобное оборудование не под открытым небом.
Существует еще несколько немаловажных характеристик, на которые следует обращать внимание при выборе сварочного аппарата. Учитывайте следующее
Предусмотрены ли у аппарата дополнительные опции, которые делают работу с ним более удобной и комфортной? К таким опциям относятся: «Горячий старт» — быстрое, практически мгновенное, зажигание сварочной дуги; «Антизалипание» — в тех случаях, если электрод залип на свариваемой детали, сварочный ток автоматически перестает подаваться на него; «Форсаж дуги» — опция, особенно полезная при выполнении вертикальных сварочных швов.
Ремонтопригодность аппарата. Сварочные инверторы являются достаточно сложным оборудованием, для ремонта и технического обслуживания которого необходимы не только специальные знания, но и соответствующие комплектующие элементы. Поэтому, если в вашем регионе нет авторизованного сервисного центра по обслуживанию аппарата, который вы собираетесь приобрести, то лучше остановить свой выбор на устройствах других торговых марок.
Гарантийный срок
Важный параметр, на который также стоит обращать свое внимание при выборе аппарата
Производители с именем предоставляют на свое оборудование гарантийный срок до двух лет, в то время как у малоизвестных китайских компаний такой срок может измеряться всего двумя–тремя месяцами.
Возможность модернизации устройства с целью повышения его функциональности
Такое качество важно в том случае, если вы собираетесь использовать аппарат для сварки не только обычных сталей, но и цветных металлов, которые можно качественно соединять только в среде защитного газа. В таких случаях лучше остановить свой выбор на оборудовании, к которому дополнительно можно подключить устройство для подачи защитного газа и, соответственно, сам газовый баллон.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
-
Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. -
Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. -
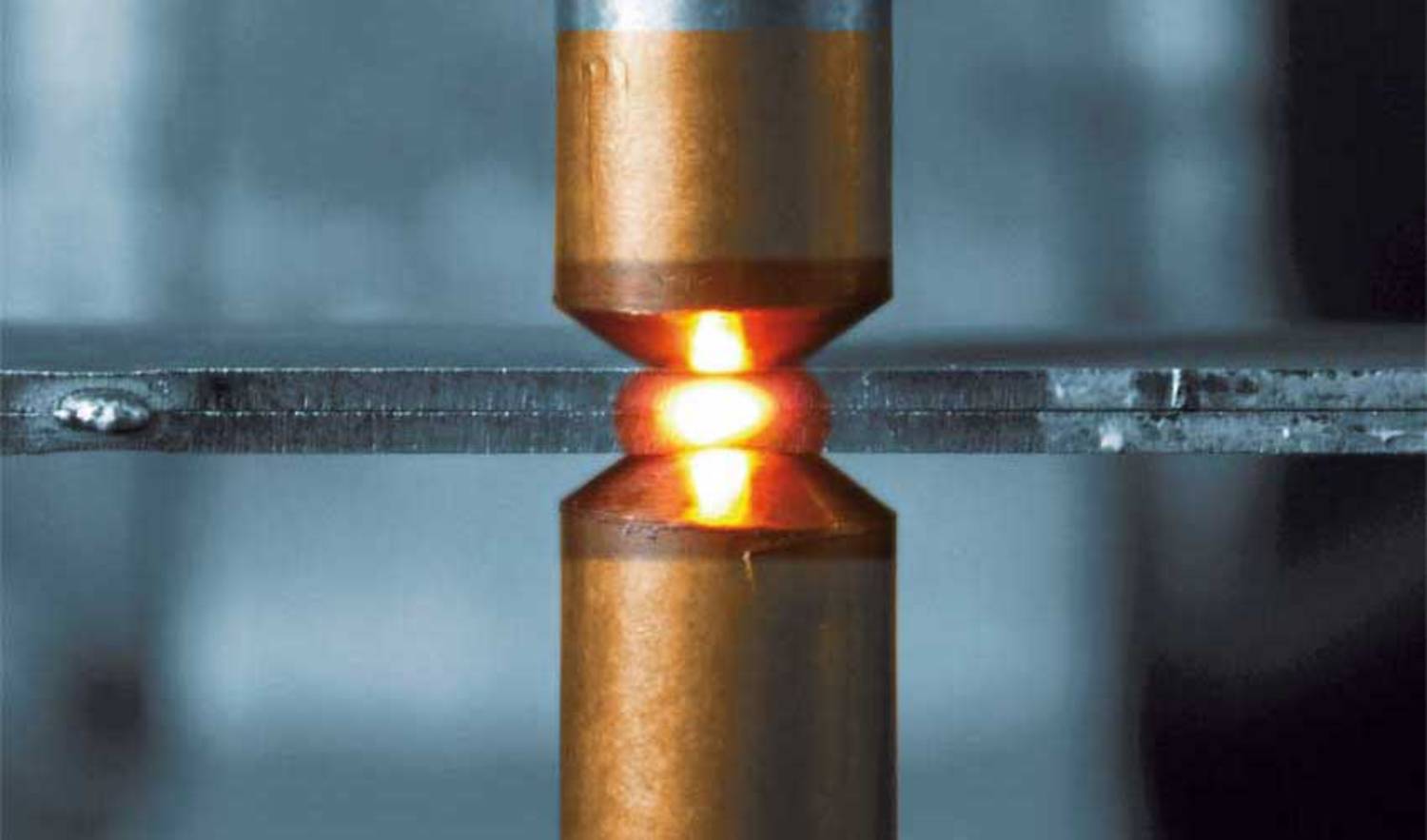
Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
-
Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. -
Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. -
Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. -
Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
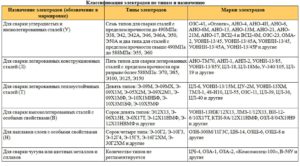
Основные виды и типы марок электродов
Электроды конструктивно состоят из сердечника и защитной оболочки (обмазки). Их составы подбираются индивидуально: материал сердечника должен максимально соответствовать типам свариваемых металлов, а обмазка — обеспечивать оптимальную среду для создания надёжного соединения.
Электроды подразделяются по назначению для сварки следующих металлов:
- сталей углеродистых и легированных;
- сталей нержавеющих;
- цветных металлов.
Типы обмазок по составу бывают такие:
- основные;
- рутиловые;
- кислые;
- целлюлозные;
- смешанные.
Расшифровка маркировки электрода. Правильное понимание параметров позволит эффективно сваривать металлические конструкции.
Для начинающих сварщиков идеально подходят электроды диаметром до 3 мм с основным и рутиловым покрытием. Они позволяют создавать пластичные и прочные швы на основании базовых знаний и навыков.
Как правильно варить инвертором?
Современные инверторные аппараты способны проводить различные виды работ, которые ранее не были доступны в домашних условиях. Небольшой вес и компактность обеспечивают широкий диапазон его применения. Расход электроэнергии направлен только на поддержания сварочной дуги.
Подробную инструкцию для начинающих смотрите на видео:
В процессе использования важно поддерживать бесперебойную подачу электроэнергии, желательно без существенных колебаний напряжения. Это поможет продлить срок эксплуатации устройства и обеспечит качественное выполнение пайки швов
Также важно плавно разжигать рабочую дугу, чтобы избежать образования потёков или металлических искр.
При процессе сварки образуемая дуга плавит электрод совместно с поверхностью металлической конструкции, образуя между ними ванну сверху которой ложиться жидкий слой электрода. После прекращения работ данный слой застывает, образуя шов
Важно выдерживать определённое расстояние между электродом и обрабатываемой поверхностью, чтобы не допустить затухания дуги. Для этого необходимо стараться вести его ровно по стыку шва не увеличивая или уменьшая скорость проведения
Кроме того, перед проведением сварки металла освободите рабочее место от ненужных вещей, которые могут помещать или затруднить предстоящие работы. Обеспечьте хорошее освещение и обзор. Процесс сварки должен проходить на деревянном настиле, защищающим от поражения эклектическим током. Обязательно наденьте защитные очки и резиновые перчатки.
Как правильно вести электрод и, под каким углом его держать
Скорость и угол ведения электрода по поверхности свариваемых деталей определяет не только качество шва, но и позволяет контролировать процесс сварки. Оптимальный подбор угла также обеспечивает удобство работы мастера, позволяет ему вести работы длительное время без усталости и с комфортом.
Углы обычно подбирают в диапазоне 30°-60°. Отсчёт угла зависит от следующих критериев:
- если требуется не перегревать металл и варить на минимальной температуре, угол выбирается по направлению вперёд;
- для сварки на максимально возможную глубину при выбранных параметрах тока, угол подбирается по направлению назад.
Правильное расположение электродов над поверхностью свариваемых деталей. Стрелками указано направление перемещения и угол.
Перемещение электрода над поверхностью соединяемых конструкций следует выполнять с учётом ряда критериев:
- заранее определяется схема перемещения электрода над металлическими конструкциями, чтобы в процессе сварки не было пауз или излишних наплавлений;
- от скорости перемещения электрода зависит, на какую глубину будет проплавляться металл;
- скорость перемещения определяется временем создания расплавленной ванны металла в точке расплава.
Сварщик должен самостоятельно определять траекторию и скорость перемещения электрода. Если состав металла неизвестен, то лучше потренироваться в подборе электродов, сваривая некондиционные детали с аналогичным составом. Благодаря такому подходу можно избежать множества ошибок.
Что такое сварочный инвертор и как он работает
Инвертор — это улучшенная модификация сварочного аппарата. За счёт изменения частоты тока с последующим выпрямлением у него лучше характеристики и качество швов.
Устройство и принцип работы
Несмотря на внешнее сходство, инвертор отличается от сварочного трансформатора наличием:
- низко и высокочастотного выпрямителя;
- рабочего шунта;
- инвертора;
- электронного блока управления;
- стабилизатора;
- датчика тока.
Как и у обыкновенного сварочного аппарата имеется силовой трансформатор, охлаждаемый вентилятором.
Устройство сварочного инвертора
У сварочного инвертора принцип работы основан на сдвиге напряжения, что позволяет увеличить мощность за счёт повышения частоты. Процесс происходит в следующей последовательности:
- низкочастотный выпрямитель изменяет переменный в постоянный ток;
- после выпрямления ток подаётся на инвертор, который преобразует его в переменный с частотой 50 — 60 кГц;
- после чего напряжение понижается трансформатором;
- затем уменьшенное напряжение проходит через высокочастотный выпрямитель и поступает на выходные клеммы.
Схема работы сварочного инвертора
Достоинства и недостатки инверторной сварки
У сварочных аппаратов инверторного типа КПД достигает 90%. Электронный регулятор позволяет менять силу сварочного тока от десятков до сотен ампер. Малый вес и размеры позволяют перемещать их в сумках, например, при дачном переезде. Двойная изоляция надёжно защищает от поражения электрическим током.
Инверторная сварка может использоваться в режиме короткой дуги, что повышает качество швов, снижает потери. Работа может производиться любыми электродами. Возможна ручная сварка нержавейки, цветных металлов, сплавов в среде аргона. Для увеличения мощности допускается параллельное соединение устройств.
К минусам относится высокая стоимость ремонта. При поломке ключевых элементов придётся заплатить треть цены устройства.
Виды сварочных инверторов
Инверторные устройства подразделяются на три типа:
- Бытовой используется для ручной сварки металла толщиной до 3 мм. По международной классификации обозначается MMA.
- Полупрофессиональный тип отличается повышенной мощностью и меньшими перерывами на охлаждение, допускается сварка изделий толщиной до 6 мм. Работоспособность сохраняется при питающем напряжении от 165 вольт. Некоторые модели оснащаются разъёмами для TIG (ручная сварка в среде инертного газа).
- Профессиональный вид позволяет работать в течение 6 — 8 часов при напряжении от 130 вольт без перерывов. Когда требуется высокая производительность, эти инверторы применяются для полуавтоматической сварки в среде аргона (MIG/MAG) специальной проволокой.
Правила выбора прибора
Правила выбора прибора зависят от того, какой именно сварочный аппарат будет использоваться.
Так, при покупке трансформаторов рекомендуется обращать внимание на следующие моменты:
- Рабочее напряжение. Для домашнего использования подойдут трехфазные или однофазные приборы 380/220 В. Можно также приобрести универсальный агрегат, который подходит к любому типу напряжения.
- Мощность устройства. Не обязательно приобретать прибор самой высокой мощности. Главное, чтобы аппарат подходил к домашней сети.
- Параметры рабочих токов и размер электродов. В этом случае все зависит от того, для какого материала будет использоваться прибор.
- Габариты агрегата. Чем меньше размер, тем легче будет выбрать для хранения прибора и транспортировать его.
При выборе выпрямителей рекомендуется ориентироваться на такие моменты:
- Наличие импульсного выпрямительного тока. Только в этом случае устройства гарантируют стабильную дугу и минимальное разбрызгивание металла. Кроме того, такие приборы формируют качественный шов и не требуют частой замены расходников.
- Рабочее напряжение. Оно должно подходить к домашней сети.
- Принципы регулировки режимов сварки. Это обеспечивает удобство выполняемой процедуры.
Каким сварочным аппаратом пользуетесь Вы?
ПолуавтоматомИнверторным
Критерии выбора инверторных сварочных аппаратов:
- Рабочее напряжение. Оно должно подходить к домашней сети.
- Характеристики токов и режимов сварки. В этом случае все зависит от того, для какой толщины материала будет использован прибор.
- Продолжительность включения ПВ. От этого показателя будет зависеть то, как долго будет функционировать устройство при максимальном токе. Чем он больше, тем лучше.
- Мощность. От этого показателя зависит тот момент, можно ли использовать кабель для подключения прибора и будет ли работать устройство, не вызывая скачков напряжения.
- Диапазон питающего напряжения. От этого показателя зависит возможность использования прибора при перепадах напряжения.
- Дополнительные опции. Они повышают функциональность и удобство применения агрегатов.
Памятка новичка по сварке, какие требуются приспособления
Перед сваркой нужно освободить рабочее место от легко воспламеняемых материалов. Доступ к инструментам должен быть удобным. При необходимости следует установить защитные экраны, чтобы предотвратить попадание расплавленных капель на соседние конструкции или возгорание.
Одежде сварщика следует быть плотной, особенно перчаткам. На обуви металлические элементы или подбойки запрещены. Обязательно наличие сварочной маски, которая позволяет регулировать затемнение и избегать переутомления глаз.
Аксессуары сварщика
Для сварки потребуется подготовить:
- сварочный аппарат, позволяющий сварить конструкции с требуемыми параметрами;
- электроды с подходящей маркировкой;
- молоток для снятия окалин, подравнивания шовного соединения;
- ёмкость с водой для охлаждения или тушения непредвиденного воспламенения одежды или предметов.
Если наблюдаются перебои с электропитанием, то инвертор потребуется подключить к выпрямителю, чтобы добиться его стабильной работы.
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
- Сварочный инверторный аппарат.
- Электроды для сварки железа, алюминия или нержавейки, в зависимости от задачи.
- Маска сварщика. Для начинающих подойдет маска типа «хамелеон», меняющая затемнение стекла в зависимости от яркости дуги.
- Плотная (брезентовая) одежда сварщика.
- Краги сварщика или длинные перчатки из кожи, толстого брезента.
- Молоточек. Он пригодится для отбивки шлака от сварочного шва.
- Щетка по металлу. Нужна для зачистки металла от ржавчины, окалины. Наличие посторонних загрязнений на металле сильно затрудняет сварку. Электрод постоянно прилипает.
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Как выбрать хороший сварочный аппарат?
У владельца трактора, автомобиля, дачи, дома с подсобным хозяйством всегда найдётся работа по сварке сталей, но вызов специалиста при малейшей необходимости обойдётся в копейку. За одну только установку забора сварщик может взять дороже, чем стоит хороший сварочный аппарат с маской и пачкой электродов (они разойдутся в процессе самообучения). Возможно, даже с крагами.
Чтобы выбрать лучший сварочный аппарат для дома, важно учитывать сферу и условия его применения. Один из первых критериев выбора инвертора пиковый – сварочный ток
Чем он выше, тем большим диаметром можно использовать электрод и обваривать более толстые металлы. Для ориентира см. таблицу.
| Электрод, мм | Толщина металла, мм | Ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
Для домашней эксплуатации достаточно аппарата, работающего с электродами до 4 мм в диаметре.
По типу сварки аппараты разделяются на:
- MMA – ручное сваривание (классика) покрытым обмазкой плавящимся электродом. Из плюсов: подходит для работы с металлами любой толщины, кроме самых тонких. Недостатки: образующийся шлак необходимо удалять, что особенно неудобно при сварке в несколько проходов. Особенность: при выборе электродов следует учитывать ток – переменный или постоянный. Работают с электродами до 4-5 мм.
- MIG/MAG – расходный материал – плавящийся электрод в инертном (MIG) либо активном (MAG) защитном газе. Применяется для соединения чёрных и цветных металлов. Электрод в виде проволоки автоматом подаётся из мотка. Метод применим лишь для работы с тонкими металлами, позволяет варить листовые материалы толщиной менее 1 мм и конструкции из профиля с толщиной стенки до 20 мм.
- TIG – аргонодуговая сварка – применяется тугоплавкий в атмосфере инертного газа электрод диаметром до 5 мм. Расходник – присадочный прут (толщиной до 1 мм), сам электрод обычно не плавится. Применяется для сваривания стали, цветных металлов, в том числе пары разнородных. Для работы нужен баллон с аргоном.
Существуют универсальные сварочные полуавтоматы типа ММА+MIG/MAG и MIG/MAG+TIG – объединяют возможности описанных выше инструментов – позволят выполнять широкий спектр работ по соединению чёрных и цветных металлов, разной толщины, их сплавов.
Также обращайте внимание на:
- Рабочий цикл или продолжительность нагрузки – так как электронные компоненты, работающие с колоссальным током, шустро нагреваются, бытовые аппараты нуждаются в регулярном охлаждении. Указывается в % для 10-минутных интервалов. Например: 40% говорит о том, что устройство может работать на токе, близком к пиковом на протяжении 4 минут, потом 6 минут ему нужно для охлаждения (также время зависит от рабочего тока и температуры окружающей среды). Может указываться несколько значений для различной силы тока.
- Защита от перепадов сетевого напряжения – показывает пиковые отклонения от нормы, для бюджетных моделей находится в пределах до 15%.
- Диапазон регулировки тока – возможность изменять силу тока позволяет адаптироваться под сварку любыми электродами в различных условиях. Зависит от аппарата, начинается из 5-20 А и завершается максимальными для него значениями в 180-250 А.
Помимо основных характеристик новичкам будут интересны такие функции, как:
- горячий старт – упростит зажигание дуги;
- форсаж дуги – автоматическое повышение тока при сближении электрода со свариваемым металлом во время розжига для предотвращения прилипания;
- антизалипание – после прилипания электрода на него не подаётся питания, пока тот не будет оторван от свариваемой поверхности;
- напряжение холостого хода – параметр показывает, насколько просто разжечь и поддержать дугу: при 80-90 В – справится даже новичок, при значениях напряжения ниже 40-50 В – работа превратится в квест, особенно начинающим.
Что выбрать для домашнего использования:
- инвертор – компактное, бюджетное и универсальное решение для домашнего мастера, нерегулярного использования в быту;
- полуавтомат – специализированный инструмент для сваривания цветных и тонких металлов, легированных сталей;
- выпрямитель – применяется для работы с цветметом, низкоуглеродистыми и высоколегированными сталями;
- трансформатор – наиболее распространённые в промышленности аппараты, целесообразно покупать для производства металлоконструкций в больших объёмах.