Схема сборки сварочного инвертора своими руками
Содержание:
- Настройка сварочного аппарата.
- Настройка аппарата
- 3 Правильный выбор транзисторов и других элементов электросхемы
- Как правильно рассчитать параметры детали?
- Как сделать нагреватель
- Преимущества и недостатки
- Как выглядит схема инверторной сварки
- Принцип работы схемы аппарата для сварки
- Как сделать своими руками?
- Достоинства и недостатки сварочных аппаратов инверторного типа
- Импульсный преобразователь 12-220В на 300 Вт
- Инструменты и материалы
- Что нужно знать для сборки самодельного сварочника?
- Как пользоваться аппаратом
- Основные рекомендации
- Сварочный полуавтомат из инвертора
- Сборка блока питания
- Необходимые материалы, детали и инструменты
- 2 Как сделать своими руками сварочный агрегат?
- Система охлаждения
- Силовой блок
- Преимущества и недостатки
Настройка сварочного аппарата.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А.
При сварке различными электродами снимают значения тока сварки – Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
3 Правильный выбор транзисторов и других элементов электросхемы
Силовые ключи (именно так называют транзисторы) требуется подбирать максимально грамотно. Ваш аппарат не будет качественно функционировать, если не выполнить данное условие. Чтобы правильно выбрать ключи, нужно рассчитать (приближенно) величину мощности инвертора, который вы хотите получить. Допустим, при 24-вольтном напряжении (усредненная величина, при которой электродуга стабильно горит) вы планируете получить дугу не менее 160 ампер.
При умножении 160 на 24 у нас выходит показатель мощности (полезной), которую сможет отдавать инверторный самодельный аппарат. В нашем примере – это 3,48 киловатт. Если коэффициент полезного действия будет составлять 85 процентов, транзисторы обязаны суметь пропустить через себя те самые 3,48 киловатт, умноженные на КПД. В итоге получаем финальную величину около 4,5 киловатт. Это число является показателем общности ключей. Зная его, можно определить и показатель силы тока, которую будет выдавать аппарат.
В тех случаях, когда конструируется сварочный агрегат для подключения к бытовой сети (220 вольт), сила тока будет равняться 20 амперам (разделили 4500 ватт на 220). Как видим, нам понадобятся транзисторы, которые способны обеспечить ампераж в 20 единиц. И ни одного ампера меньше!
Теперь давайте разберемся с тем, какое напряжение должны иметь силовые ключи. Данный показатель в транзисторной мостовой (стандартной) схеме выбирается на уровне 400 вольт. Некоторые умельцы уверяют, что лучше установить ключи с большим вольтажом (вплоть до 1,2 кВ). Поверьте, делать этого не следует. Добавим, что специалисты практически единодушно советуют покупать транзисторы IGBT. Впрочем, вы можете использовать силовые ключи и других производителей (IR, MOSFET и другие).
Советы по построению силовой схемы:
- мост чаще всего монтируется на двух радиаторах;
- диоды (их выводы) располагают напротив ключей;
- для минимизации потерь мощности на транзисторах в схему добавляются специальные снабберы с конденсаторами.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.

Площадь крена можно рассчитать по формуле: S=a*b. Готовый результат вычислений не должен быть меньше 36 кв. см. Чем больше площадь, тем меньше греется аппарат во время работы.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!
-
Лампа для дезинфекции коронавируса (COVID-19) — обзор лучших вариантов, а также инструкция по применению
-
Как сделать медицинскую маску: инструкция по изготовлению простых и сложных масок для защиты от коронавируса (COVID-19)
-
Как связать тапочки крючком? ТОП-8 лучших идей от мастериц. Пошаговая инструкция, как связать красивые и теплые тапочки своими руками

В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Как сделать нагреватель
Наш самодельный индукционный нагреватель из сварочного инвертора будет несколько изменен по сравнению с прототипом, чтобы упростить его изготовление. Для создания электромагнитного поля снаружи индуктора потребуется серьезная катушка с огромным числом витков, к тому же согнуть трубу в виде змеевика не так-то просто. Поэтому лучше прямую трубу поместить внутрь индукционной катушки, чтоб она работала как сердечник.
По логике, труба должна быть металлической, но в самодельной установке с небольшим индуктором она будет очень слабо нагревать теплоноситель. Так что мастера-умельцы придумали другое устройство сердечника из полимерной трубы, частично наполненной отрезками металлической проволоки. Роль индуктивного контура сыграет катушка из эмалированной медной проволоки. Ну и генератором тока высокой частоты послужит бытовой инверторный аппарат для дуговой сварки. Итак, уточняем перечень материалов:
- труба полимерная диаметром 50 мм из сшитого полиэтилена для отопления, выдерживающая температуру теплоносителя до 95 °С;
- проволока стальная диаметром 6 мм;
- провод медный эмалированный сечением 3 мм2;
- мелкоячеистая сетка из тонкой металлической проволоки.
Стальную катанку нарезают частями длиной 4—6 мм, чтобы получились цилиндрики разных размеров. Затем один торец трубы закрывают мелкоячеистой сеткой и засыпают внутрь отрезки проволоки. Чтобы они не выпадали наружу, сетку надо поставить и с другой стороны. Из медного провода поверх трубы своими руками выполняют индукционную обмотку, что будет служить нагревателем. Число витков – от 85 до 95, концы тщательно изолируются и подсоединяются к выходу сварочного инвертора, как это показано на схеме:
Теперь после включения сварочного аппарата катушка создаст электромагнитное поле, вызывающее течение вихревых токов в металлическом сердечнике из кусков катанки. Он станет быстро прогреваться, поднимая температуру протекающей по трубе воды. Собственно, на этом изготовление индукционного нагревателя закончено, остается его установить в помещении топочной и подключить к отопительной системе.
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками. При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.
Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
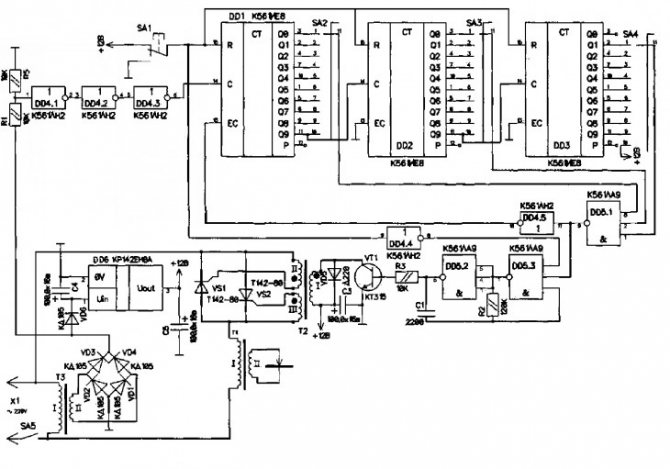
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
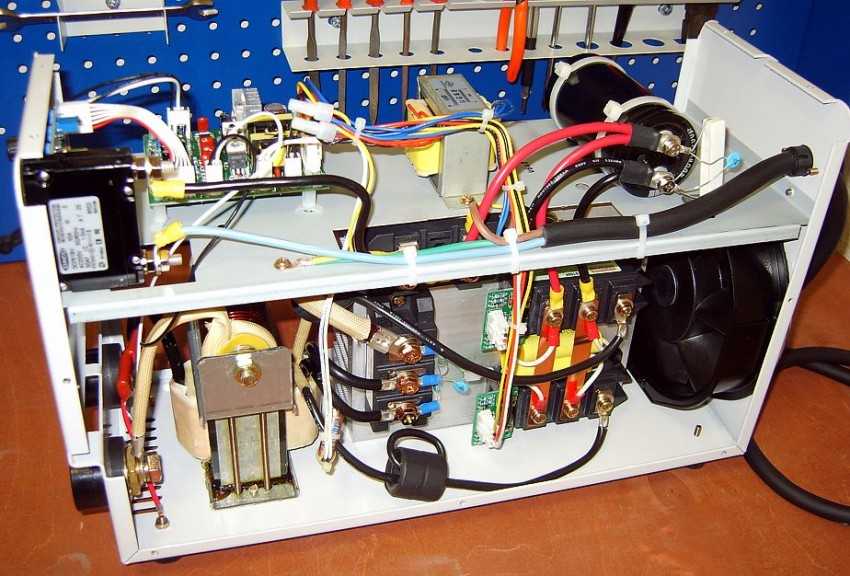
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли
Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
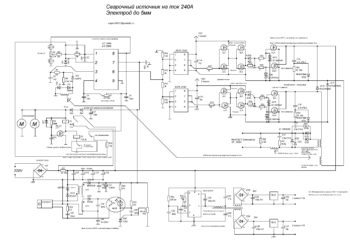 Схема инвертора для сварочных работ.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Как сделать своими руками?
Допустим, вы решили сделать лично индукционный нагреватель, для этого подготавливаем трубу, в неё насыпаем небольшие куски стальной проволоки (9 см в длину).
Труба может быть пластиковой или металлической, главное, с толстенными стенками. Затем, она закрывается специальными переходниками со всех сторон.
Далее, на неё накручиваем медную проволоку до 100 витков и располагаем по центральной части трубки. В результате получится индуктор. К этой обмотке подсоединяем выходную часть инвертора. В качестве помощника прибегаем к терморегулятору.
В качестве нагревателя выступает труба.
Подготавливаем генератор и всю конструкцию собираем.
Необходимые материалы и инструменты:
- проволока из нержавеющей стали или катанка (диаметр 7 мм);
- вода;
- сварочный инвертор;
- провод из эмалированной меди;
- сетка из металла, имеющая маленькие отверстия;
- переходники;
- толстостенная труба из пластика;
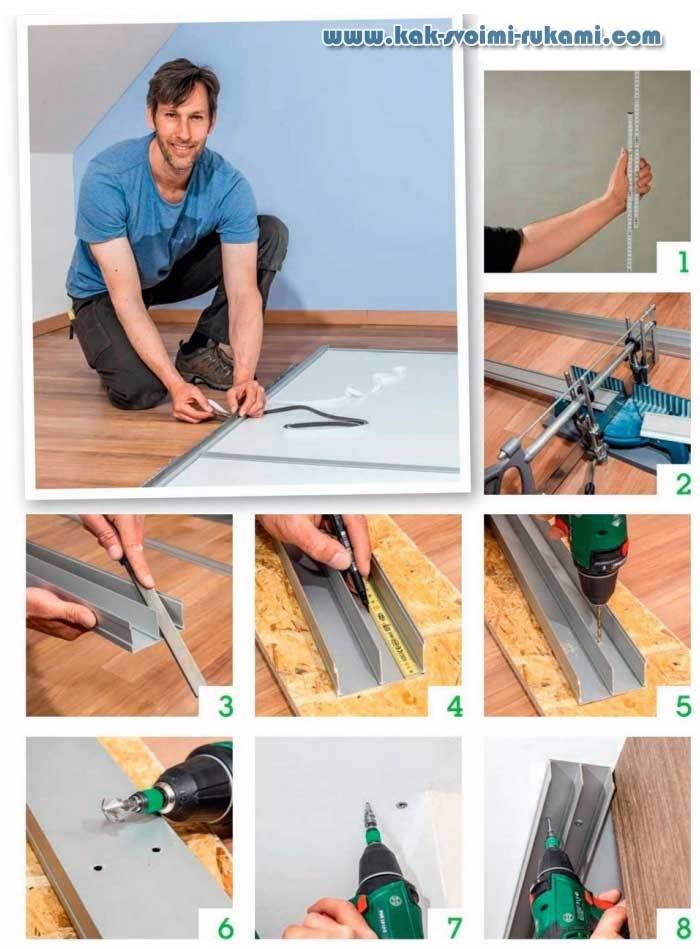
Пошаговое руководство:
- Режим проволоку на кусочки, длиною 50 мм.
- Подготавливаем оболочку для нагревателя. Используем толстостенную трубу (диаметр 50 мм).
- Дно и верх корпуса закрываем сеткой.
- Готовим индукционную катушку. Медным проводом делаем намотку на корпус 90 витков и располагаем их в центре оболочки.
- Из трубопровода вырезаем часть трубы и устанавливаем индукционный котёл.
- Катушку соединяем с инвертором и заполняем котёл водой.
- Заземляем полученную конструкцию.
- Проверяем систему в работе. Без воды использовать нельзя, так как может расплавиться пластиковая труба.
Из сварочного инвертора
- Для этого берём полимерную трубу, стенки её должны быть толстыми. С торцов монтируем 2 вентиля и подсоединяем разводку.
- Засыпаем в трубу кусочки (диаметр 5 мм) металлической проволоки и монтируем верхний вентиль.
- Далее, делаем 90 витков вокруг трубы медной проволокой, получаем индуктор. Нагревательным элементом является труба, генератором используем сварочный аппарат.
- Прибор должен стоять в режиме переменного тока с высокой частотой.
- Подсоединяем медную проволоку к полюсам сварочного аппарата и проверяем работу.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
-
Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. -
Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Импульсный преобразователь 12-220В на 300 Вт
Эта схема проста, детали доступны, большинство из них можно извлечь из блока питания для компьютера или купить в любом радиотехническом магазине. Достоинство схемы — простота реализации, недостаток — неидеальная синусоида на выходе и частота выше стандартных 50 Гц. То есть, к данному преобразователю нельзя подключать устройства, требовательные к электропитанию. К выходу напрямую можно подключать не особ чувствительные приборы — лампы накаливания, утюг, паяльник, зарядку от телефона и т.п.
Представленная схема в нормальном режиме выдает 1,5 А или тянет нагрузку 300 Вт, по максимуму — 2,5 А, но в таком режиме будут ощутимо греться транзисторы.
Преобразователь напряжения 12 220 В: схема преобразователя на основе ШИМ-контролллера
Построена схема на популярном ШИМ-контроллере TLT494. Полевые транзисторы Q1 Q2 надо размещать на радиаторах, желательно — раздельных. При установке на одном радиаторе, под транзисторы уложить изолирующую прокладку. Вместо указанных на схеме IRFZ244 можно использовать близкие по характеристикам IRFZ46 или RFZ48.
Частота в данном преобразователе 12 В в 220 В задается резистором R1 и конденсатором C2. Номиналы могут немного отличаться от указанных на схеме. Если у вас есть старый нерабочий беспербойник для компьютера, а в нем — рабочий выходной трансформатор, в схему можно поставить его. Если трансформатор нерабочий, из него извлечь ферритовое кольцо и намотать обмотки медным проводом диаметром 0,6 мм. Сначала мотается первичная обмотка — 10 витков с выводом от середины, затем, поверх — 80 витков вторичной.
Как уже говорили, такой преобразователь напряжения 12-220 В может работать только с нагрузкой, нечувствительной к качеству питания. Чтобы была возможность подключать более требовательные устройства, на выходе устанавливают выпрямитель, на выходе которого напряжение близко к нормальному (схема ниже).
Для улучшения выходных характеристик добавляют выпрямитель
В схеме указаны высокочастотные диоды типа HER307, но их можно заменить на серии FR207 или FR107. Емкости желательно подобрать указанной величины.
Инструменты и материалы
Для создания сварочного устройства собственноручно (для тонкого металла либо для ювелирных работ) потребуется иметь под рукой следующие элементы:
- крепеж;
- нож;
- зубило;
- паяльник;
- электроды;
- отвертки;
- ножовку;
- пинцет;
- металл, из которого будет делаться каркас (желательно листового типа);
- асинхронный статор;
- сборочные части для трансформатора.
Все составные элементы будут находиться в таком порядке:
- выпрямитель;
- варисторный фильтр;
- преобразователь;
- трансформатор;
- выпрямитель силового типа.
Из указанной схемы легко можно убрать выпрямитель и фильтр, но нужно быть готовым тогда к тому, что управляемость электродугой будет не очень хорошей, а получаемый шов будет требовать серьезной доработки.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как пользоваться аппаратом
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.

Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.

Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.

Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.

Необходимые материалы, детали и инструменты
Для сборки самодельного инвертора потребуется набор инструментов
- паяльник;
- отвертка;
- плоскогубцы;
- кусачки;
- болгарка с отрезным и засечным кругами;
Список материала:
- металл толщиной 1мм, для изготовления корпуса и кожуха;
- саморезы;
- медные провода;
- готовые платы для деталей;
- олово, припой;
- ферритные кольца для трансформатора;
- теплопроводная паста КПТ-8;
- ферритовый сердечник;
- катушка провода ПЭТВ d=1,5 для обмотки трансформатора;
И список деталей:
- силовые диоды VS-150 EBUO4;
- транзисторы IRG4PC50UDPBF IGBT 600В 55А 60кГц;
- высокоскоростной ШИП – контролер для импульсных источников питания UC3825N;
- реле мягкого пуска Finder, с шагом 3,5 16А 250В;
- резистор силовой SQP3BT 47Ом;
- фильтр подавления ЭМП B82731-N2102-A20;
- конденсаторы 470мКф 450В серия LS 35×45;
- радиаторы Hs 113-50 50x85x24;
- вентилятор DEEPCOOL WIND BLADE 80, 80мм;
- диодный мост КЦ405 90-92;
2 Как сделать своими руками сварочный агрегат?
Теперь, когда мы знаем главные особенности сварочника, можно приступать к сборке самодельного сварочного аппарата. Сейчас в интернете имеется немало схем и инструкций для выполнения такой задачи, которые дают возможность создавать практически любое оборудование для сварки – на переменном и постоянном токе, импульсное и инверторное, автоматическое и полуавтоматическое.
В сложные технические “дебри” мы вдаваться не будем, и расскажем вам, как сделать сварочный аппарат самого простого трансформаторного типа. Работать он будет на переменном токе, обеспечивая эффективное и вполне достойное по качеству шва сварное соединение. Такой агрегат позволит выполнить любые бытовые работы, при которых требуется сварка металлических и стальных изделий. Для его изготовления понадобятся следующие материалы:
- пара десятков метров толстого (желательно медного) кабеля (провода);
- железо для сердечника трансформаторного устройства (железо должно характеризоваться достаточно большой магнитной проницаемостью).

Сердечник удобнее всего делать стержневым, традиционной П-образной формы. В принципе, допускается использовать и сердечник иной конфигурации, например, круглый из статора любого сгоревшего электрического двигателя, но будьте готовы к тому, что на круглую конструкцию обмотки наматывать намного сложнее. Рекомендованная площадь сечения сердечника для стандартного бытового сварочного агрегата, сделанного самостоятельно, составляет порядка 50 квадратных сантиметров.
Большее сечение делать нет смысла, так как агрегат станет намного тяжелее, а вот реального технического эффекта вы не добьетесь. Если вас не устраивает рекомендованная величина площади сечения, вы можете сами рассчитать ее значение, пользуясь схемой, приведенной в первой части нашей статьи.
Первичную обмотку требуется выполнять из медного провода с высокими характеристиками термической стойкости (во время сварки обмотка подвергается воздействию высоких температур). Данный провод, кроме того, должен иметь хлопчатобумажную либо стеклотканевую изоляцию. В крайнем случае, допускается применять провод в резинотканевой либо обычной резиновой изоляционной оболочке, но ни в коем случае не в полихлорвиниловой.

Изоляцию, кстати, можно сделать самостоятельно, нарезав из хлопчатобумажной или стеклоткани полоски двухсантиметровой ширины. Этими полосками вы обматываете медный кабель, после чего пропитываете провод с самодельной изоляцией любым лаком электротехнического назначения. Поверьте, подобная изоляция не перегреется при эксплуатации 6–7 сварочных стержней (при их сжигании на средней продолжительности сварочных работ).
Площади сечения обмоток рассчитываются по принципам, которые были изложены ранее. Думается, с данными расчетами у вас проблем не возникнет. Обычно площадь сечения “вторичного” провода берется на уровне 25–30 квадратных миллиметров, “первичного” – 5–7 (значения для самодельных агрегатов, которые будут работать со стержнями диаметром 3–4 миллиметра).
Также просто определяют протяженность куска медного провода и количество витков для обеих обмоток. А затем начинают наматывать катушки. Их каркас выполняют по геометрическим параметрам магнитопровода. Размеры подбирают таким образом, чтобы на сердечник, изготовленный из текстолита либо картона, используемого в электротехнике, магнитопровод одевался без каких-либо затруднений.
Намотка катушек имеет маленькую особенность. Первичную обмотку наматывают наполовину, затем на нее накладывают и половину вторичной. После этого аналогичным образом обрабатывают и вторую часть катушки. Для улучшения изоляционных свойств желательно между слоями прокладывать кусочки картонных полосок, стеклоткани либо плотной бумаги.

После сборки сварочной установки, сделанной своими руками, ее в обязательном порядке настраивают. Для этого нужно включить ее в сеть и выполнить на вторичной обмотке замер показателя напряжения. Его величина обязана равняться 60–65 В. Если напряжение иное, потребуется смотать (либо домотать) часть обмотки. Такие процедуры придется выполнять до тех пор, пока не будет достигнута указанная величина напряжения.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Силовой блок
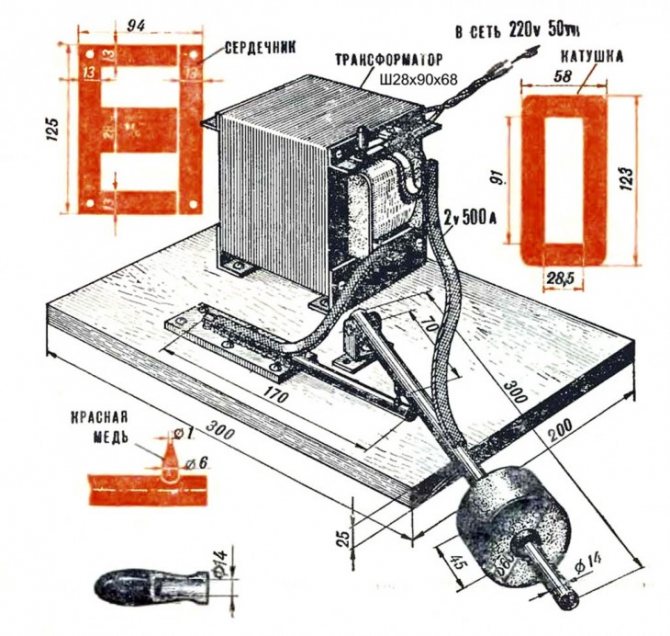
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.

Самодельный выходной дроссель инвертора
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.