Как сварить вертикальный шов электросваркой?
Содержание:
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Читать также: Как разобрать утюг бош sensixx b4
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
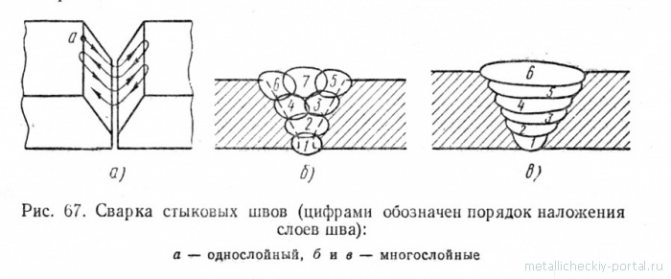
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства
Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Как варить потолочный шов
Выбираем потолочный карниз
Как обрезать потолочный плинтус
Как повесить шторы на потолочный карниз
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
https://youtube.com/watch?v=qtqhNQjQExw
Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.
Для новичков! После окончания работ не нужно пугаться безобразного вида сварного шва – это шлаковые образования, после обивки которых качественно выполненное соединение примет довольно привлекательный внешний вид.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Зачистка швов
После окончания всех работ необходимо зачистить сварку от шлака, иначе есть шанс образования коррозии. Есть 3 основных способа:
- Термическая обработка. Убирает из материала остаточное напряжение, формирующееся во время сварки. Есть двух видов: местная (нагревается или охлаждается сам шов) и общая (обрабатывается весь шов).
- Механическая обработка. Снимает с детали остаточный шлак. Зачищенный шов после этого необходимо проверить на прочность, постучав молотком или плоскогубцами.
- Химическая обработка. Наносится специальный антикоррозийный материал.
Термическая зачисткаИсточник gidpokraske.ru
Для зачистки можно использовать много инструментов, главное – правильно их подобрать. Можно использовать щётку по металлу, специальную шлифовальную машинку или УШМ с абразивным кругом.
Для механической обработки самый простой способ – это ручной, так как для его применения нужна только металлическая щётка. Но наличие специальных машинок, указанных выше, ускорит процесс. С помощью такой зачистки можно убирать заусеницы, окислы, окалины и следы побежалости
Также важно помнить, что для качественной обработки необходимо правильно подобрать диск для шлифовки.
Химическая зачистка считается эффективной, если совместить её с механической. Можно обрабатывать травлением или пассивацией. Для первого варианта используют специальный состав, формирующий однородный слой, который через определённое время можно убрать механически. На материале после этого не образовывается коррозия.
Коррозия на соединенииИсточник otoplenie-gid.ru
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения

Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.

Идеальный угол или облом
Не пугайтесь, все в порядке! Обломом в архитектуре называется декоративный элемент различный по своему поперечному сечению.
Многие слышали такие термины:
- Карниз;
- Потолочный плинтус;
- Багет;
- Бордюр.

Потолочный плинтус
Однако, профессиональные строители, обычно называют этот элемент – галтель (она же планка, прикрывающая стык между стеной и потолком).
Существует множество материалов, из которых изготавливают этот декоративный элемент. Это может быть и классическая гипсовая лепнина (есть мастерские, которые до сих пор делают ее вручную), и дерево, и современные пластиковые галтели, и даже роскошный мрамор.
В зависимости от материала отличаются и способы монтажа. Если пластиковые детали приклеиваются, то дерево, гипсовая лепнина и другие более тяжелые материалы крепится на гвозди или шурупы.

Галтель на потолок
Создание наплава
Уже отмечалось, что показатели тока в случае с потолочными швами отличаются от обычных способов сварки. Если нет возможности применять ток в высоком диапазоне, то можно использовать узкие электроды на 1-2 мм. Это позволит формировать небольшие швы с минимальными затратами энергоресурсов. Как правильно варить электросваркой потолочный шов с формированием узких валиков? Первый слой оптимально класть шириной, в два раза превышающей диаметр электрода. То есть валик будет проходить по границе наплавки «на себя» шириной в 2-4 мм. В дальнейшем валики делаются более широкими слева направо
Важно заранее предусмотреть возможность смены положения оператора, поскольку каждый новый валик может требовать выполнения наплавки с разных сторон
Как варить правильно потолочный шов электросваркой
- Некоторые характеристики
- Варианты рабочего процесса
- Особенности процесса варки потолочного шва
- Как приобрести «правильное» оборудование
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Далее можно получить всю необходимую информацию о том, как выполнять этот вид работ.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.
Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.
- сварочная ванна должна быть самого маленького размера
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону
- размер электрода около 0,4 см
- изготавливаемые валики должны быть меньше электрода в 2 раза
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.
Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные
- сплошные
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада
- на тело следует надеть специализированную одежду с верхним защитным покрытием
- используйте маску
- отключите неиспользуемое оборудование от электросети
- проведите работы по изоляции проводов.
Как приобрести «правильное» оборудование
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования #8211 важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы. При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
- Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.







