Виды наждачной бумаги и ее маркировка
Содержание:
Что такое наждачная бумага
В современном понимании наждачная абразивная бумага представляет собой шлифовальный лист, у которого на пластичную основу нанесены зерна абразивного вещества определенной фракции и степени твердости. Присыпка может быть разной по фактуре, ее размеры для каждого случая подбираются от крупного зерна до пылеобразного порошка.
Каждый тип работ требует соответствующие виды зернистости. Чем ближе к финишным операциям, тем меньше требуется фракция зерна.
Водостойкий абразив нужен для первоначальной или финишной мокрой обработки различных поверхностей
В продаже встречаются различные формы, в которые облачена современная наждачка:
- листовой формат, где основой служит бумага или ткань;
- наждачки в виде губки;
- шлифшкурка в формате бруска.
Сфера применения очень широка – от домашнего ремонта до крупнейших строек, автомастерских и металлургических заводов
Обозначение продукции
Понятная маркировка наждачной бумаги помогает правильно выбрать оптимальный материал для конкретной операции. Специалисты ориентируются на самые простые и понятные параметры:
- вид зернистости наждачной полоски;
- материал подложки;
- разновидность абразива;
- характер насыпки.
Важно знать, что буквенно-цифровая маркировка продукции в зависимости от страны изготовителя отличается. Отечественные компании ориентируются на внутренний ГОСТ, а зарубежные бренды выпускают продукт согласно собственным стандартам FEPA и ISO 6344
Обычно эти соответствующие символы, включая номер, описаны на тыльной стороне.
Выпускаемый формат наждачной бумаги по стандарту может быть в виде отдельного листа, какой в обозначении имеет литеру «Л», или в рулонном виде, когда отсутствует дополнительный буквенный символ.
Листы маркируются литерой «Л»
Также в обозначении наждачная шкурка имеет разные цифры. Когда это будет «1», то у изделия предназначение соответствует мягким материалам, таким как дерево или пластик. Если же в маркировке стоит «2», то такие виды наждачной бумаги рассчитаны на более твердые заготовки, к которым относятся стекло или металл.
Двойка предназначена для работы с твердыми поверхностями – металл, стекло
Выбор наждачной бумаги по зернистости
Важным значением является зернистость наждачной бумаги. Она регламентирует виды деятельности, которые нуждаются в этом типе абразива. Размер зерна узнать можно по числовому значению, указанному рядом с литерой «Р». Минимальное значение соответствует более крупному зерну, поэтому мелкая шкурка маркируется большими числами, также как и нулевка.
В бывших союзных республиках встречается классификация наждачной бумаги с обозначением «Н», что соответствует размеру зерна в десятках микрон. Аналогичная ситуация с «М», когда размеры указаны не в десятках, а в единицах мкм. Примером является приведенная таблица.
Наждачная бумага представляет собой абразивный материал, нанесенный на тканевую или бумажную основу и является незаменимым помощником при широчайшем спектре работ домашнего мастера.
Давайте разберемся в символах, которыми производитель информирует нас о видах шлифовальной шкурки и допустимых областях её применения.
Виды наждачки
Итак,современная наждачка для дерева различается по следующим признакам:
- Абразиву;
- Назначению;
- Способу нанесения абразива;
- Зернистости;
- Месту изготовления, так как от этого зависят некоторые ее эксплуатационные качества;
- Водостойкости.
Ниже подробней ознакомимся со всеми ее видами.
Гранатовая наждачка
Виды абразива
Натуральный наждак является результатом смешения магнетита с корундом. Однако, в современных условиях эти материалы практически не применяются. Наиболее же распространенными являются следующие виды абразивов:
| Тип абразивный | Особенности |
| Электрокорундовый | Наиболее жесткий вид шкурки, который обладает отличной режущей способностью, а также устойчивостью к давлению. Данный абразив получают путем восстановительной плавки в шихте. |
| Карбид кремния | Представляет собой очень острые, но в то же время хрупкие крупинки, которые крошатся под давлением. Получают данный абразив из сплава графита и кремнезема. Такую шкурку чаще используют для обработки металла и пластика. |
| Гранатовый | Достаточно хрупкий абразив, но при этом позволяющий получить идеально гладкую поверхность. Поэтому часто применяется для обработки дерева. |
| Алмазный | Является наиболее твердым и долговечным типом абразива, но в то же время и цена его очень высокая. Поэтому данная наждачная бумага не применяется для обработки дерева. |
Карбид-кремниевая шкурка
Технология нанесения
Некоторые эксплуатационные свойства шкурки зависят от метода нанесения абразива.
В настоящее время на производствах чаще всего используют следующие методы:
- Механическое нанесение – под действием сил земного тяготения частички в хаотическом порядке наносятся на полотно.
- Электростатический метод – отрицательно заряженные частицы в электростатическом поле притягиваются к клеевой основе. Особенность данного метода заключается в том, что наждачный слой получается очень острым.
- При помощи связующих – материал, который отличается большей прочностью, чем абразив, служит связующим между полотном и наждачным слоем.
- С использованием клеев и смол – не редко последние имеют противогрязевые и антистатические добавки, которые увеличивают долговечность шкурки.
На фото – крупнозернистая наждачка
Зернистость
По плотности расположения зерен на квадратный дюйм или, проще говоря, по зернистости наждачная бумага различается на следующие типы:
| Зернистость | Область применения |
| 40-60 | Далеко расположенные друг от друга крупные зерна. Такая шкурка применяется при выполнении черновых работ. |
| 80-120 | Используется для удаления незначительных неровностей. Поэтому такую наждачку еще называют сглаживающей. |
| 150-180 | Применяется для финишной обработки. |
| 220-240 | Используется для затирки перед покраской. |
| 280-320 | Отлично подходит для удаления отметин перед покраской. |
| 360-600 | Применяется для шлифовки. |
Таким образом, выбирая какой наждачкой шкурить дерево, следует ориентироваться на тип обработки. Однако, в любом случае, мелкая шкурка для обработки дерева не используется, так как она быстро забивается.
Наждачка с мелким напылением
Маркировка
Маркировка зависит от того,в какой стране сделана наждачная бумага, так как в каждой стране имеется своя системообразующая основа.
Выделяют следующие зарубежные группы:
- Япония;
- США;
- Канада;
- Китай.
Кроме того существует общепринятый стандарт FEPA, который соответствует российскому стандарту. Данная система основана на обозначении количества зерен, которых может быть от 12 до 5000. Чем больше зерен, тем менее зернистой является шкурка.
К примеру, шкурка Р22/24/36 предназначена для черновой обработки, так как содержит крупные зерна, а наждачная бумага по дереву марки Р240/280 применяется для шлифовки деревянных поверхностей. Шкурка марки Р2000/2500 используется для полировки лакокрасочных покрытий.
Водостойкая шкурка
Водостойкость
Еще одним важным параметром шкурки является водостойкость. Следует отметить, что устойчивая к влаге наждачная бумага часто используется для деревообработки в промышленных условиях, в частности, для изготовления мебели.
Этот расходный материал также отличается повышенной эластичностью благодаря использованию тканевой основы и особых смол. Специалисты рекомендуют перед его применением некоторое время вымочить в воде. Однако, следует учитывать, что инструкция по использованию наждачной бумаги во многом зависит от типа выполняемой операции.
В продажу водостойкая шкурка поступает зернистостью в пределах Р80 – Р2000. Т.е. ее можно использовать на всех этапах обработки поверхности.
Вот, пожалуй, и все основные виды наждачной бумаги, ознакомившись с которыми можно подобрать наиболее подходящую шкурку для выполнения тех или иных видов работ по дереву.
Некоторые особенности применения наждачной бумаги
Во время обработки поверхности при помощи наждачной бумаги необходимо придерживаться одного важного правила: работа начинается с использования самой грубой шлифшкурки с постепенным переходом на бумагу с большей зернистостью. Грубое зерно берется для чернового шлифования древесины, удаления ржавчины и устаревшей краски с металлических поверхностей
Тонкое зерно используется на стадиях чистового шлифования, полировки окрашенных поверхностей, шлифовки металлов. Для пластика лучше подойдет бумага, где в качестве абразива нанесен карбид кремния.
При влажной шлифовке поверхность получается более гладкой, удается избежать появления пыли. Для этого существует специальная водостойкая бумага.
Другие статьи
7 Сентября
Почти каждый современный автомобиль оснащается активными системами безопасности, в том числе и антиблокировочной системой. Основным чувствительным элементом этих систем является датчик скорости или датчик АБС — все об этих датчиках, их типах и конструкции, а также выборе и замене — читайте в статье.
31 Августа
Современные транспортные средства оснащаются световой сигнализацией, предупреждающей других участников дорожного движения о торможении. Основой сигнализации выступает выключатель стоп-сигнала. Все об этом устройстве, его существующих типах, конструкции, а также о выборе и замене — читайте в статье.
В строительстве, различных отраслях промышленности, в авторемонтной и других областях широкое применение находят пескоструйные аппараты различных типов. Все об этом оборудовании, его классификации, конструкции и характеристиках, а также о правильном выборе и эксплуатации аппаратов — читайте в статье.
10 Августа
Несмотря на распространение сварки, классическая технология соединения деталей с помощью заклепок все еще остается актуальной. О главном элементе этого соединения — заклепках, их типах, конструкции, характеристиках и способах установки, а также об их выборе и использовании — читайте в данной статье.
3 Августа
Для выполнения многих работ требуется обеспечить повышенную видимость людей в светлое и темное время суток — это достигается использованием сигнальных жилетов. О том, что такое сигнальный жилет, какую конструкцию он имеет и каким требованиям должен отвечать, а также о его выборе — читайте в статье.
Наждачная бумага является самым востребованным абразивом, альтернативы которому пока нет.
Без неё не обходятся слесарь, художник, скульптор, отделочник, мебельщик.
Этот нехитрый инструмент есть в каждой автомастерской для ремонта кузова автомобиля, каждом доме, у хорошего хозяина.
Наждак необходим для обработки разных поверхностей, металла, дерева. Применение шлифовальной бумаги напрямую зависит от её технических характеристик, материала основы, типа абразива и зернистости.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
-
По старому стандарту
Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить.
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
|---|---|---|---|
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
|---|---|---|---|
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Определение зернистости и ее виды
Зернистость — соотношение количества абразивного материала, нанесенного на квадрат поверхности основы. Это основной показатель применения шлифовальной шкурки. Чем больше абразива размещается на единице площади, тем меньше размер крупинок. А чем меньше абразива, тем крупнее кристалл.
По показателю зернистости наждачка подразделяется на три категории:
- Крупнозернистая. Она применяется при первичной обработке материала и очистке его от краски и лака. У этой шкурки грубые и крупные зерна. Зачастую крупнозернистый наждак применяют, когда требуется не сгладить поверхность, а счистить верхний слой. Наждачка оставляет на поверхности глубокие царапины, следовательно, последующая обработка менее зернистой шкуркой обязательна. У крупнозернистого наждака номера от 12 до 80.
- Среднезернистая используется при промежуточной обработке. Она очищает и разравнивает поверхность. Материал становится более гладким и ровным. Такая шкурка оставляет менее глубокие царапины, чем крупнозернистая. Номера от 80 до 160.
- Мелкозернистая. Зачастую эту шкурку применяют на последней стадии обработки для шлифовки поверхности перед покраской. К мелкозернистой относится и наждак нулевка. Номера от 160 до 4000.
Наждачную бумагу еще классифицируют по веществам, которые входят в состав абразива. Среди них:
- Карбид кремния является довольно прочным абразивом. Такие шкурки востребованы при обработке изделий из стекловолокна, металла и пластмассы.
- Окись алюминия. Недешевый материал, но срок службы оправдывает затраты. Хрупкие кристаллы ломаются во время шлифовки. На их месте образуются более мелкие, но не менее острые частицы.
- Гранат — абразив натурального происхождения. Используется при шлифовке древесины. Из-за мягкости бумаги волокна хорошо запечатываются, следовательно, слой краски на изделие будет ложиться равномерно.
- Самой дорогой считается алмазная наждачка, которая практически не подвергается износу. Используется в промышленности.
- Керамика требуется на стадии формирования и выравнивания древесины. Отличается повышенной твердостью. Применяется в грубых видах наждачной бумаги.
Чистка и шлифовка
После сборки деревянного изделия его поверхность требуется выровнять и зашлифовать. Обработке подлежат торцевые спилы, места выборки пазов рубанком, следы столярного клея, места, где откололись небольшие щепки, торчащие волокна в местах продольного распила или распила под углом.
При подготовке поверхности для обработки морильными жидкостями или покрытия лаком для шлифовки потребуется применение самой мелкой шкурки. Рекомендуется также подвергнуть шлифовке мелкозернистыми марками и фанерные изделия, несмотря на кажущуюся ровность их поверхности. Мельчайшие неровности, невидимые глазом, после лакировки приобретут рельеф и отличную видимость.
ELITECH CT 300PC

Основные характеристики:
- Мощность двигателя — 300 Вт
- Частота вращения круга — 2850 об/мин
- Диаметр диска — 150 мм
- Посадочный диаметр — 20 мм
Корпус и основание. У этого комбинированного точильного станка литой корпус с широкой станиной на резиновых ножках, что обеспечивает хорошую устойчивость. Есть отверстия для жесткой фиксации в стационарном положении. При весе 10 кг модель довольно габаритная 435х390х240 мм.
Конструктивные особенности. Источником энергии здесь служит асинхронный электродвигатель мощностью 300 Вт, вращающийся с частотой 2850 об/мин. С левой стороны к нему крепится абразивный круг размером 150х20 мм с посадочным отверстием 32 мм. Справа оборудован гриндер со шлифовальной лентой не самого ходового размера 50х686 мм для обработки мелких деталей с плоскими поверхностями, что позволяет несколько расширить функционал устройства. Есть небольшая ванночка для смачивания заготовок.
Удобство работы и безопасность. Все вращающиеся детали оборудованы кожухами и искрогасителями. Доступ к местам крепления расходных материалов осуществляется через съемные крышки с ручными фиксаторами. Есть патрубок для подключения пылесоса. В районе шлифовального круга крепится прозрачное стекло с увеличительной линзой и упор для инструмента с наклонным желобом под заточку сверл. Для местной подсветки предусмотрен подвижный светильник со светодиодной лампой. Пусковая клавиша оснащена ключом от непреднамеренного включения и защиты от детей.
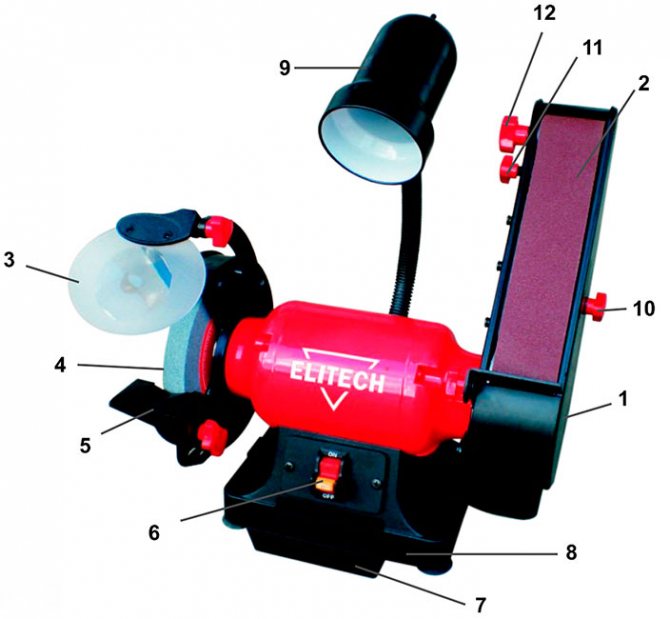
Устройство ELITECH CT 300PC.
1. Защитный кожух. 2. Шлифовальная лента. 3. Защитный экран. 4. Шлифовальный круг.
5. Упор. 6. Выключатель станка. 7. Емкость для охлаждения. 8. Основание. 9. Светильник.
10. Винт крепления защитного кожуха. 11. Винт регулировки положения ленты. 12. Винт крепления натяжного барабана.
Плюсы ELITECH CT 300PC
- Многофункциональность.
- Продуманная конструкция.
- Подсветка.
- Подключение к системе пылеудаления.
- Ручная настройка.
- Удобный упор для затачиваемого инструмента.
- Штатная ванночка.
- Невысокая стоимость.
Минусы ELITECH CT 300PC
- Трудно найти подходящую шлифовальную ленту.
- Высокий уровень шума.
Зернистость алмазных кругов по металлу
Начнем с общей информации. Зернистость — это числовая характеристика алмазных кругов, на значение которой напрямую оказывают влияние размеры алмазных зерен и их концентрация на рабочих поверхностях инструментов.
Таблица зернистости алмазных кругов по металлу с маркировками
Существуют 4 основные группы шлифовальных материалов. Они имеют различную зернистость.
|
Вид шлифовального материала |
Размеры зерен |
Маркировка по стандарту ISO 8486 |
Маркировка по ГОСТу 3647-80 |
|
Шлифзерно |
2000–2500 мкм |
10 |
200 |
|
1600–2000 мкм |
12 |
160 |
|
|
1250–1600 мкм |
16 |
125 |
|
|
1000–1250 мкм |
20 |
100 |
|
|
800–1000 мкм |
22 |
80 |
|
|
630–800 мкм |
30 |
63 |
|
|
500–630 мкм |
36 |
50 |
|
|
400–500 мкм |
40 |
40 |
|
|
315–400 мкм |
54 |
32 |
|
|
250–315 мкм |
60 |
25 |
|
|
200–250 мкм |
70 |
20 |
|
|
160–200 мкм |
80 |
16 |
|
|
Тонкие микрошлифпорошки |
7–10 мкм |
600 |
М10 |
|
5–7 мкм |
800 |
М7 |
|
|
3–5 мкм |
1000 |
М5 |
|
|
2–3 мкм |
1200 |
М3 |
|
|
Микрошлифпорошки |
50–63 мкм |
230 |
М63 |
|
40–50 мкм |
240 |
М50 |
|
|
28–40 мкм |
280 |
М40 |
|
|
20–28 мкм |
360 |
М28 |
|
|
14–20 мкм |
400 |
М20 |
|
|
10–14 мкм |
500 |
М14 |
|
|
Шлифпорошки |
125–160 мкм |
100 |
12 |
|
100–125 мкм |
120 |
10 |
|
|
80–100 мкм |
180 |
8 |
|
|
63–80 мкм |
220 |
6 |
|
|
50–63 мкм |
– |
5 |
|
|
40–50 мкм |
– |
4 |
Таблица №1: зернистость алмазных кругов по металлу
Обратите внимание! По ГОСТу 3657–80 маркировка шлифовальных материалов первой и последней групп зависит от наименьших размеров зерен. По второй и третьей группе — все наоборот
Маркировка зависит от максимальных размеров алмазных зерен.
На что влияет зернистость алмазных кругов по металлу
Зернистость алмазных кругов по металлу оказывает влияние на выбор инструментов и параметры обработки заготовок. Расскажем обо всех важных моментах.
-
Чем меньше размеры зерен, чем чище получаются обрабатываемые поверхности. Однако мелкозернистые инструменты выбирают не всегда. Рабочие поверхности с алмазной крошкой мелкой фракции быстро засаливаются. В некоторых случаях обрабатываемые поверхности прижигаются. При использовании мелкозернистых алмазных кругов по металлу снижается производительность.
-
Условно зернистость алмазных кругов по металлу делится на 4 группы.
- Мелкая — 100 и менее.
- Средняя — 100–125.
- Крупная — 125–160.
- Очень крупная — более 160.
-
Алмазные круги по металлу с малой зернистостью лучше всего подходят для финишной обработки и заточки резцов, ножей, а также иных изделий и деталей. Инструменты со средними по размеру зернами используют при получистовой обработке. Получается необходимая острота. Крупнозернистые алмазные круги по металлу применяют для черновых и обдирочных работ.
-
Выбор зернистости также зависит от материала обрабатываемой заготовки. Чем выше вязкость или твердость сплава, тем больше может быть зернистость.
-
Зернистость алмазных кругов по металлу также оказывает влияние на выбор глубины шлифования. Чем крупнее зерна, тем большей может быть величина поперечной подачи. Глубину также можно увеличить при использовании смазочно-охлаждающей жидкости.
Выбор инструментов для основных операций
Рекомендуемые параметры представлены в размещенной ниже таблице
|
Операция |
Зернистость алмазного круга по металлу |
Ra |
|
Черновая заточка режущих инструментов |
40;25 |
|
|
Чистовая заточка режущих инструментов |
6–12 |
|
|
Черновое плоское шлифование периферией круга |
50;40 |
3,0–2,5 мкм |
|
Чистовое плоское шлифование периферией круга |
16;12 |
0,63–0,40 мкм |
|
Резьбошлифование с шагом менее 2 мм |
6–М20 |
|
|
Резьбошлифование с шагом более 2 мм |
10–6 |
|
|
Финишное шлифование |
6–М20 |
0,16–0,10 мкм |
|
Черновое круглое наружное шлифование с продольной подачей |
40;50 |
2,5–1,25 мкм |
|
Черновое круглое наружное шлифование с врезанием |
32;25 |
2,5–1,25 мкм |
|
Чистовое круглое наружное шлифование с продольной подачей |
25;20;16 |
0,63–0,40 мкм |
|
Чистовое круглое наружное шлифование с врезанием |
16;12 |
0,63–0,40 мкм |
|
Отрезка |
80–50 |
|
|
Обдирочное шлифование |
200–80 |
Таблица №2: выбор зернистости алмазных кругов по металлу для выполнения основных технологических операций
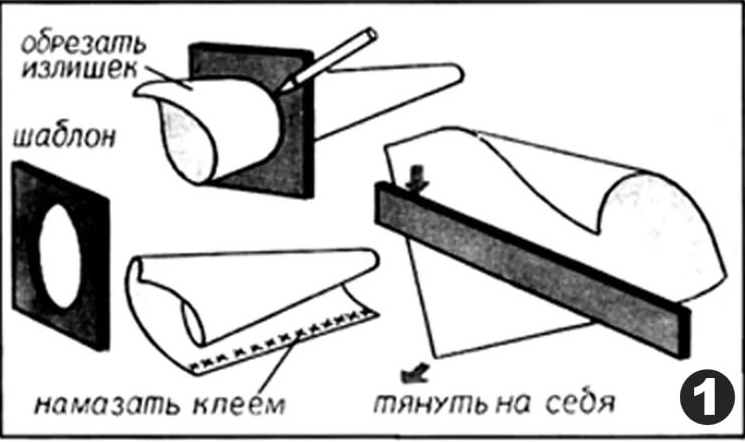
Что написано на изнанке
Изнаночная сторона наждачной бумаги
Вся информация о зернистости, основе и прочих данных, входящих в маркировку изделия, нанесена на её заднюю сторону.
На изнанке покупатель получит информацию об основе, её типе, технологии изготовления. Здесь же размещена информация о типе абразивного материала.
К примеру, значимые обозначения характеристик:
- «Л» – означает, что бумага листовая, рулонная никак не обозначается;
- «Л1», «Л2», «М» – что бумага водостойкая;
- «П» – что боится влаги, впитывает её как губка и разрушается;
- «1» – шлифовка мягких поверхностей;
- «2» – шлифовка твёрдых поверхностей.
Существуют и другие обозначение, предназначенные для специалистов.
Особенности
Принцип работы наждака – снятие верхнего слоя заготовки. Абразивные крошки работают как тысячи маленьких резцов, позволяя придать материалу нужную форму, ошкурить, убрать заусенцы и дефекты или отшлифовать поверхность. Особенность работы с деревом в том, что с одной стороны требуется усилие для шлифовки, но в то же время почти любое воздействие оставляет след, и добиться гладкой поверхности бывает сложно. Причем покраска или лакировка не скрывает дефекты, а подчеркивает. Дополнительно обработку усложняет то, что разные участки дерева имеют разную плотность и требуют разного нажима.
Поэтому для дерева применяют технологию поэтапного шлифования несколькими видами наждачки – от более грубой к более мягкой. Грубая наждачка на начальном этапе позволяет минимизировать усилия по шлифовке и быстро снять верхний слой. А каждая последующая удаляет слишком сильные царапины и неровности после предыдущей, позволяя добиться гладкости и блеска.
Шлифовка не только придаст законченный и эстетичный вид любой деревянной поверхности, но и позволит лучше защитить материал – на отшлифованную поверхность лучше ложатся защитные составы, водо- и огнезащитные пропитки.
Поэтому шлифовка – необходимый этап всех работ:
- при реставрации снимается старый слой краски и верхний (поврежденных) слой материала;
- при выравнивании пола, стен и других поверхностей устраняются неровности;
- для подготовки материала к покраске и обработке защитными составами открывается структура дерева, его «поры»;
- промежуточная обработка при грунтовке, покраске необходима для сглаживания неровностей нанесенного слоя, комочков краски, устранения прилипших частиц;
- полировка финальных покрытий (краски, лака) позволяет устранить мельчайшие дефекты, микроцарапины, добиваясь идеальной гладкости, блеска и защиты древесины.
Наждачная бумага позволяет осуществлять работы по дереву как вручную, так и с помощью специальных шлифовальных (ленточных, эксцентриковых, угловых) или полировальных машинок. Для ручной обработки бумага выпускается в формате листов, лент и рулонов. Для машинок изготавливают абразив в виде лент, дисков или лепестковых кругов.
Если для ручной обработки можно выбрать лист любого удобного размера, то расходники для оборудования должны соответствовать размеру подошвы или быть чуть-чуть уже. Для ленточной машинки важна не только ширина, но и длина. Например, ходовые размеры 100х610, 30х533. Если в листах есть отверстия для отвода пыли – они должны совпадать с аналогичными на подошве машины.
Это 7 или 6 буквенно-цифровых обозначений.
- Вид основы. Он обозначен во 2-й буквенно-цифровой группе. Чаще всего это бумага (обозначается буквой К), ткань (Р), полиэстер (Х) или комбинированная основа (С).
- Плотность основы – буквенное обозначение на 5-й позиции (А – тонкая бумага до 85 г/м2, Е – особо гибкая ткань, X-жесткая ткань и т. д.).
- Для водостойкой шкурки на 6-й позиции указана буква W, для неводостойкой – ничего не указывается.
- Способ соединения абразива с основой – указывается в 3-й позиции. Для невысокой механической нагрузки подходит абразив, закрепленный одинарным слоем клея (2). Более надежная и износостойкая шкурка имеет два слоя водостойкой полимерной смолы (1) или двойной слой «клей+смола» (3).
- Тип нанесения материала – в 5-й группе. Для дерева лучше всего подходит открытое нанесение (обозначается 1), стеариновое нанесение (3), стеариновое покрытие с открытым нанесением (4) – они меньше засоряются стружкой.
Самые важные характеристики – это вид покрытия (указан в 1-й группе) и степень зернистости (последняя группа). Рассмотрим их более подробно.