Наждачная бумага для дерева: виды и технология нанесения
Содержание:
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
-
По старому стандарту
Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить.
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
|---|---|---|---|
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
|---|---|---|---|
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Какой должна быть зернистость наждачной бумаги для работы
Как вы понимаете, для разной обработки материалов применяется разная шлифовальная шкурка. Речь сейчас не о форме выпуска, а о размере зерна, способе его нанесения. Тип абразива и способ нанесения имеет вторичное значение. Они больше влияют на долговечность использования материала. Но как обычно, лучше — значит дороже. Тут каждый уже выбирает сам. А вот размер зерна лучше подбирать под конкретные задачи.
Наждачка для шлифования дерева под покраску: выбор размера зерна
Какой наждачкой шлифовать дерево
Для того чтобы шкурка не забивалась, зерно должно быть нанесено с промежутками. Это открытый тип нанесения. В таком случае не придется часто ее «выбивать» или менять. Тип основы — бумага или ткань. Бумага дешевле, ткань дороже. Если есть шлифмашинка, смотрите в рекомендациях к ней. Для обработки вручную, можно закрепить кусок на специальный держатель или прибить к бруску.
Как выбрать зернистость наждачной бумаги для обработки древесины
Рекомендации по выбору зернистости даны в таблице. Для первичной обработки, идет шлифшкурка от P40 до P80. Это придание формы, снятие толстого слоя. Теми же материалами снимаем лак и краску с древесины. Для подготовки дерева к покраске нужна уже P100 до P240. Для шлифовки после нанесения первого слоя лака, берем P360 или P400. А доведение до гладкости — собственно полировка и лакировка — это уже совсем мелкие P500 и выше. Вообще, полировка — это отдельная тема, и там надо пошагово шлифовать и наносить краску или лак. И с каждым разом зерно берут все более тонкое. А завершают полировку, вообще мягким полировочным (войлочным) материалом.
Каким наждаком обрабатывать металл
Для обработки металла придется брать более жесткие абразивные материалы, а значит и более дорогие. Обычный корунд справится с алюминием и его сплавами. Ими же обрабатывают чугун, бронзу и черную сталь. Для латуни нужен хотя бы циркониевый, но лучше титановый или легированный электрокорунд. А еще лучше — керамический
Еще обратите внимание — способ нанесения должен быть закрытым
Для шлифовки и полировки металла нужен другой тип шкурки, а размеры зерна подбираем под вид работы
Принцип подбора зернистости тот же: для грубой обработки повышенная «шершавость» крупного зерна, чем тоньше обработка, тем мельче абразив. Для снятия ржавчины и выравнивания основных шероховатостей берут самую грубую наждачку. Чем тоньше слой, тем меньше размер зерна. Так что тут все логично
Но обратите внимание, что на каждый вид работы приходится два или три размера зернистости. Это не значит, что надо брать любой из указанных
Это значит, что для получения хорошего результата надо обрабатывать каждым размером. Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных.
Наждачная бумага для пластика, камня, керамики и стекла
По типу абразива и его нанесения рекомендации те же: более прочные, более плотное расположение. Но шлифовка рекомендована с подачей воды, так что требуется водостойкая модификация наждака.
Наждачная бумага для пластика: выбор зернистости
Для финишной доводки пластика и стекла, шлифовальная шкурка даже с самым маленьким зерном — та самая нулевка или P800 — будет слишком грубой. Она будет оставлять видимые царапины. Доводят до гладкости эти материалы при помощи пасты ГОИ и еще более тонких шлифовальных составов. Но это уже отдельная история и свои технологии.
Как правильно шлифовать дерево?
Шлифование деревянных поверхностей – сложный технологический процесс, который предусматривает применение специальных расходных материалов и инструментов. Среди особенностей отметим следующие моменты:
- Шлифовка дерева предусматривает тщательную подготовку поверхности к рассматриваемой операции. Заготовка должна иметь точные размеры с учетом припуска.
- Шлифовка предусматривает использование абразива с различным показателем зернистости. Распространенным вопросом можно назвать то, как отшлифовать сложное изделие, состоящее из нескольких плоскостей.
- При работе заготовка должна быть надежно закреплена. В противном случае существенно снижается качество обработки.
Дерево считается легко обрабатываемым материалом. Именно поэтому проблем со шлифованием, как правило, не возникает.
Что такое наждачная бумага?
Наждачная бумага — это гибкий шлифовальный материал. Ее также называют шлифовальной, наждачной шкуркой или просто наждачкой. Изготовлена она из бумажной или тканевой основы и приклеенного на нее слоя абразивных зерен.
Обработав деревянную деталь наждачкой, вы сделаете ее гладкой и пригодной к окрашиванию.
Наждачка предназначена для обработки поверхностей из бетона, дерева, кирпича, металла, пластика, стекла и прочих поверхностей. С ее помощью можно:
- удалять старые покрытия (например, краску, лак) и их остатки;
- подготавливать основания под грунтовку и покраску;
- убирать сколы и заусенцы со срезов разных материалов;
- выравнивать, шлифовать, полировать поверхности.
Шкурка помогает выравнивать дефекты стен.
Абразивы для производства наждачки
Природный наждак — это смесь магнетита и корунда. Сейчас он при производстве абразивов практически не используется.
Карбида кремния в природе нет, и его приходится синтезировать.
- Карборунд (карбид кремния) и электрокорунд (оксид алюминия) — чаще всего используются для производства шлифовальной шкурки. Получают их искусственным путем.
- Боразон (эльбор), синтетический алмаз и гранат применяются реже.
Электрокорунд
Как правило, абразивный слой наждачки состоит из зерен электрокорунда — на фото.
Оксид алюминия наиболее распространенный абразив. Это твердые кристаллы, у которых на изломе есть острые грани:
- Синтезируют электрокорунд восстановительным плавлением шихты в дуговой печи. Сырье состоит из железных опилок, агломерата бокситов и малозольных углеродистых материалов.
- У оксида алюминия прекрасная режущая способность. Он может выдерживать высокое давление.
- Нередко в шихту при плавлении добавляются легирующие присадки. Они улучшают характеристики электрокорунда. Так, оксид хрома повышает прочность и абразивные качества материала. Оксид алюминия можно определить по рубиновому тону.
Карборунд
У зерен карборунда острые кромки — это делает их отличным абразивом.
- Карбид кремния получают, спекая графит и кремнезем в электрической печи Ачесона. Это кристаллы разной формы, грани у которых очень острые.
- Карборунд более твердый, чем электрокорунд. Но хрупкость у него выше.
- От давления в ходе шлифования кристаллы раскалываются. При этом создаются новые режущие кромки. Эта особенность карборунда сохраняет работоспособность наждачки долгое время и пресекает засорение абразивного слоя.
Эльбор и искусственный алмаз
Искусственные алмазы достаточно дорогие, поэтому для наждачки их используют редко.
У алмаза наивысшая твердость из всех известных веществ. Эльбор ему чуть проигрывает в твердости, в 3 раза превосходит по ней карборунд и в 4 раза электрокорунд. Зато эльбор по температурной стойкости превосходит алмаз.
Недостаток этих абразивов — их высокая цена. Поэтому для изготовления наждачной шкурки они используются редко.
Гранат
На фото — гранатовый песок, применяемый как абразив.
Гранат сравнительно мягкий минерал. Его твердость по шкале Мооса составляет 6,4-7,5 единиц. Поэтому абразив из граната используется для обработки мягких оснований и материалов. В большинстве случаев, это древесина.
Недостаток гранатовой шкурки — быстрое изнашивание.
Достоинство — у абразивного слоя одинаковая зернистость. Поэтому такая наждачка шлифует более гладко, чем материалы с иными абразивами.
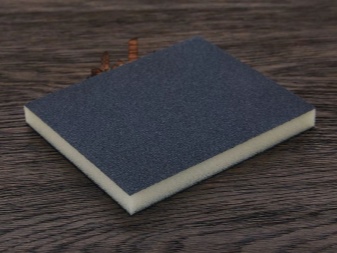
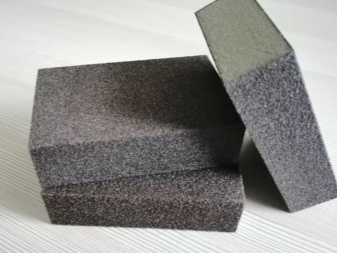
Виды
Наждачная губка отличается твердостью, химическим составом, величиной шлифовальной фракции. В сравнении с другими абразивными материалами она считается более щадящей. Представляет собой пористый материал разной формы, покрытый абразивом различной зернистости (карбидом кремния).
Связующим элементом может быть синтетическая смола либо оксид алюминия.
Основа губки может быть мягкой, умеренно жесткой и жесткой. Это определяет сферу использования материала. Например, с помощью жестких поролоновых губок шлифуют плоские поверхности, углы, пазы оконных и дверных профилей. Они годятся для обработки не только дерева, но и металла.

Изделия на поролоне средней жесткости имеют примерно такое же зерно. Некоторые мастера считают их более удобными в работе. Зернистость губок имеет собственную градацию. В продаже встречаются варианты с фракцией зерна 50, 60, 80, 100, 120, 220 до 280.
Зернистость определяет типа используемого напыления и измеряется в микрометрах либо мешах. Она может быть крупной, средней, мелкой, очень мелкой. Например, в производстве губок с фракцией 50-120 в качестве покрытия используют оксид алюминия. Аналоги с зерном 180-220 делают с использованием карбида кремния. Фракция напыления сказывается на рабочем ресурсе изделий.

По типу расположения абразива шлифовальные губки бывают односторонними, двусторонними, четырехсторонними. Разный тип исполнения определяет особенности применения материала.
-
Односторонняя разновидность – самая простая в использовании. Она отличается небольшой толщиной, удобна в работе. Ее используют для обработки поверхностей с большими срезами, неровностями и иными недочетами основания.
-
Двухсторонняя шлифовальная губка с наждачкой считается универсальной. Их ценят за удобство обработки поверхностей, вне зависимости от типа основания. Это идеальный вариант для шлифования профильных поверхностей из любых материалов.
-
Четырехсторонняя абразивная губка – отличный помощник в обработке поверхностей из древесины. Ее покупают для промежуточных работ с деревом, при лакировке, грунтовке. Это оптимально жёсткая, но пластичная губка, упрощающая рабочий процесс.
По форме исполнения материал бывает прямоугольным с типовыми, скошенными, скругленными углами. Кроме того, губки бывают ромбовидными, круглыми, угловыми, комбинированными. Тип исполнения неслучаен: скошенность углов позволяет выполнять шлифовку поверхностей с пазами, радиусами, что не могут сделать обычные прямоугольные губки.
Разнится и цветовое исполнение изделий. Чаще всего они черные, кроме этого тона в продажу поступают губки бетонного, песочного, серого, зелёного цветов. Изделия бывают однотонными и двухцветными, что объясняется разным цветом подложки и напыления.
для чего какая +Фото и Таблица
Наждачная бумага: маркировка
Первой в маркировке в новом ГОСТ идет буква «Р», цифра за ней обозначает зернистость. Чем больше цифра, тем меньше зерно. Давайте разберемся поподробней.
- При черновых очень грубых работах применяют наждачную бумагу с маркировкой Р22; Р24; Р36;
- При грубом шлифовании берут Р40; Р46, Р60;
- При первичной зачистке применяют Р80 –Р120, а финальной Р150; Р180;
- При производстве шлифования твердых пород древа берут наждачную бумагу Р280; Р240;
- Перед покраской для полировки берут Р600; Р400;
- Пластик и керамику обрабатывают наждачной бумагой Р1000;
- При окончательной полировке берут Р1200; Р1500.
Чаще всего за основу берут бумагу, недостатком которой являйся быстрота изнашивания
Также не редкостью является наждачная бумага на тканевой основе. Она считается более износостойкой. Также на тканевой основе делают водостойкие варианты наждачной бумаги.
Наждачная бумага на комбинированной основе: бумага плюс ткань нужна, когда необходимо совместить износостойкость с большим усилием нажатия.
Вид абразива
Электрокорунд. Жесткий вид абразива, обладает превосходной режущей способностью, устойчив к давлению. Изготавливают плавки в шихте.
Карбид кремния. Состоит из острых и хрупких частиц которые крошатся под давлением и делятся на более мелкие. Подходит для шлифовки стекла, финишной металлообработки. Изготавливают из сплава крепнезема и графита.
Гранат. Очень хрупкий абразив. Применяют для шлифования дерева. На выходе позволяет получить идеально гладкую поверхность. Абразив естественного происхождения.
Принято делить наждачную бумагу по зернистости.
Зернистость показывает количество зерен абразива на дюйм2.
Крупнозернистая с 12 по 80 номера, это грубый и крупный абразив. Применяется для черновых работ для придания формы, снятия верхнего слоя краски. Оставляет после себя глубокие борозды и требует дальнейшей обработки.
Среднезернистая с 80 по 160 номера, абразив среднего размера. Применяют на промежуточных стадиях для сглаживания поверхностей после грубой обработки, либо при необходимости снятия небольшого слоя краски или лака. Также оставляет после себя неглубокие борозды.
Мелкозернистая с 160 по 4000 номера, мелкий абразив. Применяют для финишных работ при окончательной обработке изделий.
Формы выпуска наждачной бумаги
Наждачную бумагу выпускают различной формы. Можно особо выделить два вида:
Рулонная наждачная бумага производится на разных основах с разной зернистостью.
Однако существует еще множество форм:
Волокниста наждачная бумага — это сетчатый из нетканый материал, пропитанный абразивом очень гибкий по своей структуре. Используется для матирования изделий для подготовки к грунтованию и покраске.
Применяют для шлифовки и матирования различных материалов, однако наиболее применима для шлифовки после шпатлевания из-за сетчатой структуры пыль не забивает основание что значительно экономит материал.
Наждачная бумага в полосках имеет хорошую режущую способность и большой срок службы. Также имеет отверстия для отведения пыли.
Поролоновая наждачная бумага применяется для обработки крашеных и покрытых лаком покрытий чаще всего используется для обработки рифлёных поверхностей.
Производиться и водостойкая наждачная бумага.
Также выпускается масса наждачной бумаги под различное оборудование это и склейкой основой и ленточные.
Шлифовальные цветки используют для устранения маленьких дефектов. Форма цветка для того чтобы избежать появления рисок.
Шлифовальные ленты заправляются в различные шлифовальные машинки.
Это список направлений можно продолжать еще долго для использования наждачной бумаги.
Наждачная бумага, обозначенная «Л1» используется для шлифования мягких материалов. Наждачная бумага, обозначенная «Л2» используется для шлифования металлов. Наждачная бумага, обозначенная «М» обозначает ее влагостойкость предназначенная для влажной обработки преимущество ее заключается в том, что при обработке отсутствует пыль и поверхность становиться более гладкой. Наждачная бумага, обозначенная «П» не предназначена для влажной обработки.
Классификация наждачной бумаги по зернистости
Существуют различные стандарты классификации наждачной бумаги по зернистости. Многое зависит от страны и года производства продукции. В международной классификации для абразивных материалов принято следующее обозначение: буква Р (обозначает, что это материал на гибкой основе. Для материалов не на гибкой основе используется буква F) и цифра, которая обозначает зернистость.
От маленьких чисел к большим зернистость уменьшается.

• P40 – P60. Применяется для первичной грубой обработки дерева. Такую бумагу стоит использовать, если на поверхности есть какие-то сучки или сколы, сильные неровности.
• P70 – P120. Основные работы по зачистке поверхностей. Удаление старого лакового или красочного слоя.
• P150 – P180. Финальная обработка поверхности перед нанесением декора, грунта, краски.
• P220 – P360. Отлично подходит для промежуточных этапов ошкуривания. Например, межслойного ошкуривания при лакировке, для шлифовки красочного слоя.

«Наждачка» с номерами от 400 используется в большей степени для полировки поверхностей, в случае необходимости.
Виды наждачной бумаги с размером зерна от 1000 используются в основном лишь в профессиональной деятельности автомастерских, столярных, мебельных цехов и т.п.

Отдельно хотелось бы рассказать о такой удобной вещи, как держатель наждачной бумаги. В случаях, когда приходится шлифовать большие и ровные поверхности, без него просто не обойтись!

Держатель (или тёрка) для наждачной бумаги представляют собой твёрдый брусок из пластмассы с зажимами, фиксирующими наждачную бумагу.

Как сделать своими руками?
Терку для шлифования с держателем можно купить в любом строительном или хозяйственном магазине. Только там они не отличаются долгим сроком эксплуатации. Проще и надежнее выполнить инструмент для шлифовки своими руками. Для этого существует несколько бюджетных вариантов.
Для изготовления устройства потребуются следующие материалы:
- многослойная фанера толщиной 16 мм (подойдут обрезки);
- винт, барашковая гайка, шайба (всё в единичном экземпляре);
- тонкие гвоздики;
- дрель с комплектом сверл;
- стамеска;
- кусочки тонкой резины;
- суперклей;
- смола эпоксидная (пара капель).
Этапы выполнения самодельного шлифбруска просты.
- Выполнить основание. Для этого торцы многослойной фанеры следует спилить под одинаковым углом с каждой стороны.
- Держатель. Он также выпиливается из фанеры по индивидуальным размерам.
- Установка крепления. Диаметр используемого винта может быть любым, а длину нужно выбрать 40 мм. В держателе и основании просверливается сквозное отверстие, по размеру чуть шире, чем диаметр самого винта. В головке винта следует выполнить небольшое отверстие под гвоздь – он будет служить своеобразным стопором, по изготовлению шляпка с гвоздя удаляется.
- Выполнение шлица. Данное дополнение нужно для того, чтобы спрятать гвоздь, сделав механизм более удобным при работе. С обеих сторон при помощи стамески или болгарки выпиливается шпиц на равном расстоянии от центра основания. Затем устанавливается винт с гвоздем-стопором, отверстие заделывается эпоксидным клеем или смолой. После остывания место зачищается наждачкой.
- Устойчивость конструкции. Для укрепления механизма устанавливаются направляющие. Для этого потребуется выполнить несквозные отверстия и вбить гвозди (d 2-2,5 мм), шляпки срезать.
- Качественное прижимание. Для этого на основание по углам выкладываются небольшие квадратики из резины – их следует «посадить» на суперклей.
- Установка фиксаторов для абразивного материала. По бокам от центра основания на длинной стороне бруска нужно вбить тонкие гвоздики, так чтобы они возвышались на 2-3 мм. Шляпки вновь срезаются.
- Сборка инструмента. На основание надевается наждачная бумага, полотно абразива протыкается с обеих сторон фиксаторами, поверх устанавливается держатель, который впоследствии будет выполнять и роль ручки, зажимается барашковой гайкой.
Простое устройство готово к использованию.
Есть и другой вариант изготовления держателя.
- Из профильной трубы вырезать заготовку для корпуса держателя длиной 15-20 см.
- Из металлопрофиля вырезается крышка и скоба с зубьями.
- Затем крышку и корпус следует соединить.
- Последний этап – сборка. Для этого потребуется сделать отверстие в конструкции. Для крепления нужны: болт с плоской шляпкой, гайка с шайбой, пружинки – 2 шт. и 2 металлических стержня. Все детали перед сборкой следует покрасить.
Самый простой вариант изготовления колодки для шлифования можно выполнить из любого дерева или ДСП.
Преимуществ самодельного шлифовального бруска несколько:
- удобное использование;
- длительный эксплуатационный срок;
- надежная фиксация наждачной бумаги;
- простота и легкость при замене любой детали механизма;
- низкая стоимость – в магазине «ценник» начинается от 170 рублей, дома конструкцию можно собрать из подручных материалов, и она будет стоить не дороже 50 рублей.
Держатели для наждачной бумаги – удобный и эффективный вид инструмента для обработки деревянной, металлической и пластмассовой поверхности
Важно лишь правильно выбрать тип зернистости бумаги для шлифования
Держатель-терка позволяет зачищать большие по размерам площади поверхностей, продлевая срок работоспособности абразивного материала. Универсальный инструмент применяется не только в профессиональных мастерских, но и при ремонте квартиры или дома, а также в гараже при подготовке поверхности автомобиля к проведению лакокрасочных работ.










