Пайка полипропиленовых труб: инструкция по сварке пп своими руками, схемы, нюансы и ошибки
Содержание:
- Как осуществляется пайка полипропиленовых труб 50 мм
- Свойства и разновидности труб
- Как правильно паять полипропиленовые трубы: 3 современных метода
- Основное орудие труда
- Инструкции нагрева, значение времени воздействия
- Виды труб из пропилена
- Инструкция по сварке
- Свойства полипропилена и температурный режим эксплуатации
- Сварка полипропилена общие принципы
- Процесс пайки полипропиленовых труб
Как осуществляется пайка полипропиленовых труб 50 мм
Обычно пользуются двумя методами стыковки свариваемых полипропиленовых деталей:
-
Муфтовым.
-
Прямым.
Техника муфтовой сварки предполагает использование фасонной детали – муфты или трубы большего внешнего диаметра. Такой метод, как правило, используется для пайки полипропиленовых труб небольшого диаметра – не более 63 мм.
Данная методика предполагает расплавление при помощи аппарата внешней окружности присоединяемой трубы и внутренней части муфты, после чего детали аккуратно соединяются.

Способ прямого контакта подходит для соединения двух полипропиленовых труб одного диаметра и предполагает расплавление соединяемых концов труб с последующим соединением их торцов встык. Кажущаяся простота этого способа весьма обманчива. Такая методика предполагает тщательную подготовку соединяемых торцов труб и точную установку деталей по осям, что без определенного навыка выполнить невозможно.
Кроме указанных способов высокотемпературного соединения полипропиленовых деталей, существует так называемый метод «холодной» спайки. Соединение деталей в данном случае производится с помощью специального растворителя, который, воздействуя на полипропилен, размягчает его, после чего можно соединить детали. Однако данный способ не стал особенно популярным.
Приступая к работам по сварке полимерных материалов, всегда помните о безопасности находящихся в помещении людей. При нагревании и плавке полипропилена выделяются ядовитые вещества, которые вредны для здоровья человека. Для того чтобы не допустить опасной концентрации токсинов, подобные работы необходимо проводить в условиях хорошей вентиляции.
Подготовка к сварочным работам предполагает следующие действия:
-
На плато нагревателя закрепляются болванки нужного диаметра.
-
На паяльнике устанавливается температура +260 °С.
-
Готовятся сопрягаемые детали (производится разметка, снимается фаска, проводится обезжиривание).
-
Включается паяльный аппарат.
-
Начинать работу можно при достижении аппаратом рабочей температуры (обычно при этом включается зеленый индикатор).
Для осуществления пайки необходимо на болванки паяльной станции одновременно насадить сопрягаемые детали – трубу и муфту. Первая устанавливается во внутреннюю область одной болванки, а вторая – на внешнюю поверхность другой болванки.
Для удобства и точности проведения операции перед пайкой на трубе необходимо сделать отметку о глубине ее погружения в муфту, последняя же насаживается до упора. При разогреве полипропиленовых деталей всегда точно выдерживайте рекомендованное технологией время.
Если время разогрева будет меньше необходимого, существует опасность получения недостаточной диффузии материала. Перегрев сопрягаемых деталей приведет к деформации их структур. И в первом, и во втором случаях сложно получить качественное соединение, гарантирующее долгую службу системы. Чтобы провести работы на должном уровне, советуем воспользоваться таблицей с технологическими рекомендациями.
Время пайки полипропиленовых труб различных диаметров:
|
Условный диаметр трубы, мм |
Время нагрева для оптимальной диффузии, сек |
Время на спайку деталей, сек |
Время на охлаждение деталей, мин |
|
20 |
5–8 |
8 |
2 |
|
25 |
7–11 |
10 |
3 |
|
32 |
8–12 |
12 |
4 |
|
40 |
12–18 |
20 |
5 |
Выдержав детали необходимое время на болванках, их снимают и без промедления соединяют нагретыми частями. В течение первых одной-двух секунд допускается небольшая правка положения деталей по осям, но проворачивать одну деталь в другой категорически запрещается. Позднее указанного времени недопустимы любые коррекции положения сопрягаемых деталей.
Указанное в таблице время нагрева и пайки может изменяться в зависимости от условий, в которых выполняются работы. Например, если монтаж производится при минусовой температуре, указанное время нагрева может увеличиться на 50 %, а время на спайку и охлаждение сократится. Изменить время проведения операций могут и особенности материала. Для того чтобы выполнить монтаж качественно, рекомендуется провести пробную пайку, для определения специфики работы в данных конкретных условиях.
Свойства и разновидности труб
Полипропилен (PP, ПП) — продукт полимеризации пропилена — твердое белое вещество. Чтобы придать ему цвет, в материал специальные органические красители, пигменты. В промышленности используют полипропилен (гомополимер), имеющий изотактическую структуру, которую отличает твердость, морозо- и термостойкость, повышенная прочность, устойчивость против агрессивных реагентов.
Трубы для водоснабжения производят из первичного полипропилена PPR третьего типа. Материалы в состоянии:
- выдерживать высокое давление (10-25 атмосфер);
- быть надежными в эксплуатации более 50 лет;
- противостоять температуре до +95° (трубы для ГВС).
Есть у полипропилена один существенный недостаток — линейное расширение при нагревании. Он приводит к провисанию этих пластиковых трубопроводов ГВС. Для снижения риска деформации, увеличения прочности данные изделия усиливают армированием (стекловолокно, алюминиевая фольга) — внешним или внутренним. Такая защита позволяет использовать полипропиленовые трубы не только для водопроводов, но и в системах отопления.
Минус алюминиевого армирования — сложности, возникающие у домашнего мастера в процессе монтажа: как внешний, так и внутренний пояс металла требует разного подхода к пайке трубопровода.
Марки труб
Сейчас выпускают несколько разновидностей изделий, все они в некоторой степени отличаются свойствами, характеристиками, а значит, предназначением. Существует 4 марки, цифры означают максимальное значение давления (атмосферы), которые они способны выдерживать.
- PN 10. Материал, имеющий самую бюджетную стоимость. Объясняется она не слишком выдающимися характеристиками. Приобретают эти трубы для холодного водоснабжения, в исключительных случаях — для монтажа подводки к контурам систем «теплого пола», если максимальная температура не будет превышать 45°.
- PN 16. Это самые популярные трубы для холодного водоснабжения с высоким давлением, а также для низкотемпературного отопления, так как максимально допустимая температура составляет 60°.
- PN 20. Универсальный материал, который можно использовать для холодного или горячего водоснабжения, а также в автономных отопительных системах, где нет опасности гидроударов. Марка Gf-PPR PN 20 имеет стекловолоконное армирование. Температура теплоносителя не должна подниматься выше 80°.
- PN 25. Это самые прочные трубы, которые можно использовать для холодного либо горячего водоснабжения, в домах (квартирах) с любой системой отопления. Для марки Al-PPR PN 25 характерно внешнее армирование алюминием, для PERT-Al-PPR PN 25 — внутреннее. Максимальная температура — 90-95°.
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
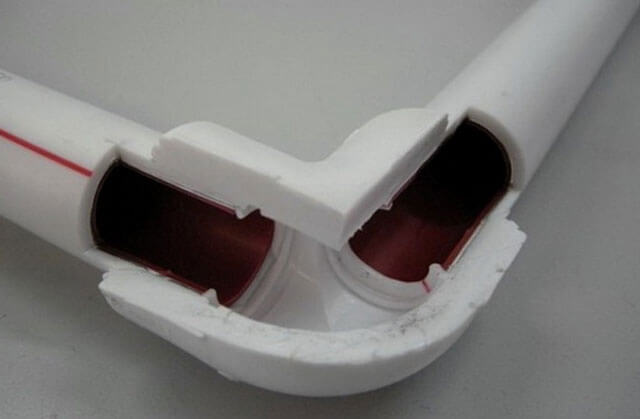
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.
Основное орудие труда
Аппараты для сварки полипропиленовых материалов нужен специальный паяльник. В народе его называют – утюг для пп труб. Обладатели «золотых рук» и начинающие дельцы-любители испытают одинаковую степень комфорта при работе с этим инструментом, он несложен и прост в освоении. Если «утюг» нужен вам для разового использования рекомендуем арендовать его у местной монтажной компании. Если работы в доме много и аппарат не будет пылиться, то его средняя цена от 9 до 15 тысяч рублей. «Утюг» имеет разные насадки, их различие в диаметре. Второстепенные агрегаты, которые помогут в реализации поставленной задачи: Резак, шейвер, измеритель длины, бытовая химия ля обезжиривания, фитинги, заточенный ножик, маркер, напильник.
Инструкции нагрева, значение времени воздействия
Решая вопрос с параметрами нагрева соединяемых полипропиленовых труб, необходимо обращать внимание на диаметры деталей, которые можно узнать из соответствующей таблицы. Причем в зависимости от того, какие размеры имеет полипропиленовая труба, необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на нагревательном элементе
Чтобы обеспечить высокую надежность муфтового стыка, необходимо соблюдать следующие критерии:
- продолжительность нагрева;
- время, в течение которого должен быть зафиксирован стык;
- продолжительность паузы, по истечении которой допускается продолжить операцию по сварке соединяемых элементов.
Факторы, способные повлиять на качество работ
Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
В тех случаях, когда сварка выполняется в условиях отрицательных температур, желательно использовать теплый материал, для чего его перед проведением работ следует подержать в теплом помещении в течение некоторого времени.
Перед проведением работ сварочный агрегат необходимо прогреть до температуры 283 градусов Цельсия, причем точный режим определяется с учетом температуры окружающей среды. Действуя подобным образом, можно предотвратить возникновение значительных потерь тепла в момент, когда соединяемый элемент будет доставляться от аппарата к участку, где должно быть выполнено соединение. Для определения оптимальной величины нагрева и его продолжительности проводят предварительный нагрев, каждый раз корректируя указанные показатели на одну — две секунды.
Виды труб из пропилена
Прежде чем переходить к вопросу, как сваривать полипропиленовые трубы, надо поближе познакомиться с этими изделиями. Они бывают четырех цветов: в продаже можно найти белые, зеленые, серые и черные изделия. Последняя разновидность отличается максимальной стойкостью к ультрафиолету, поскольку используется при создании системы полива. Остальные материалы имеют схожие характеристики: используют их для прокладки коммуникаций внутри дома или вне его.
Предназначение
Если говорить о классификации их по назначению, то все полипропиленовые трубы можно разделить на три вида:
- конструкции, предназначенные для холодной воды (максимум 45°), на них есть продольная полоса голубого цвета;
- трубы, используемые для горячего водоснабжения (до 85°), их можно узнать по красной полоске;
- изделия универсальные (65-75°), на них нанесено сразу две метки — голубая и красная.
Полипропиленовые трубы для ХВС и ГВС отличаются характеристиками по степени надежности.
Маркировка
PN — аббревиатура, указывающая на рабочее (максимальное) давление, с которым пластиковые трубы могут работать 50 лет при температуре 20°. Таких изделий есть 4 вида.
- PN10. Их используют только для холодного водоснабжения в системах, где давление воды не превышает 1 МПа (10 атмосфер). Стенки их не отличаются большой толщиной, поэтому для многоэтажных домов, где нередки разные ЧП c ХВС, они совсем не подходят.
- PN16. Этот вид чаще является универсальным, однако из-за не слишком впечатляющей температуры (средняя t — 65°), а также небольшого давления (1,6 МПа, 16 атм) их тоже предпочитают устанавливать исключительно на холодную воду.
- PN20. Такие полипропиленовые трубы уже имеют толстые стенки, они выдерживают температуру до 75-80°, давление — до 2 МПа (20 атм). Из-за большей надежности их рекомендуют выбирать для монтажа системы отопления, для проводки горячей воды.
- PN25. Эти полипропиленовые изделия можно назвать совершенными, самыми надежными. Из-за армирования стекловолокном или фольгой они нередко не такие толстые, как ближайшие «соперники», однако способны выдержать 90-95° и 2,5 МПа (25 атм).
Последний вид — идеальный кандидат: как для отопительных систем, так и для ГВС.
Полипропиленовые трубы выпускают различных диаметров (20-110 мм), однако для частных домов и квартир обычно приобретают изделия, имеющие размеры 20, 25 мм, реже — 32 мм. Это внутренний диаметр, в то время как толщина их стенок может очень сильно отличаться.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Свойства полипропилена и температурный режим эксплуатации
Полипропилен это продукт химической промышленности, порошок белого цвета. Из него путем плавления и прессования изготавливают полипропиленовые изделия.
Его получают в процессе полимеризации пропилена под воздействием металлических катализаторов. Пропилен — это газообразное вещество, как правило, побочный продукт производства этилена или бензина и дистилляторов.
Полипропилен размягчается при 140⁰С, а его плавление начинается при 175⁰С. Именно такая температура перегретого пара. Исходя из этих параметров, можно предположить, что полипропилен подходит для водопровода с любой температурой этого теплоносителя, но не пара.

Все было бы просто замечательно, если бы не одна особенность полипропилена, а именно его пластичность в нагретом состоянии. Чем выше температура нагрева полипропилена, тем больше его удлинение при нагрузке на разрыв. Иначе говоря, если на подогретый трубопровод подвесить груз, прежде чем лопнуть, он провиснет, вытягиваясь в тонкую трубочку.
Так трубопровод с холодной водой достаточно твердый и жесткий, а трубы нагретые до 130⁰С, приложив немного усилия, легко согнуть до прямого угла.
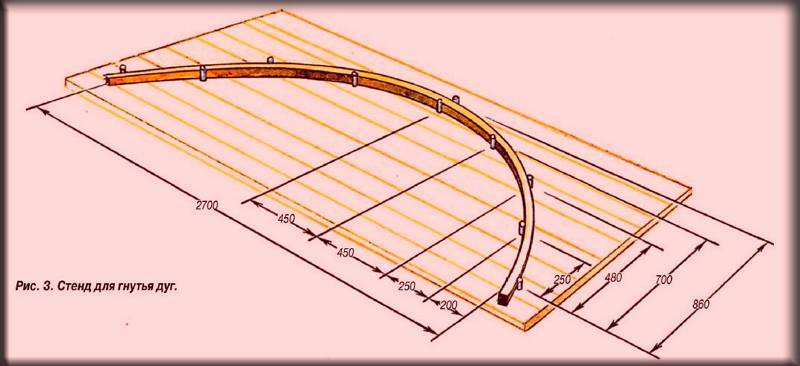
Казалось бы, мечта сантехников сбылась, можно выполнить трубопровод с любыми поворотами без использования фитингов для этих целей. К сожалению это невозможно. При изгибе полипропиленовой трубы методом нагрева, ее внутренний диаметр становится меньше, уменьшая пропускную способность водопровода, а толщина стенки с внешней стороны изгиба будет значительно меньше.
Сварка полипропилена общие принципы
Для взора начинающего «мастера на все руки» процесс может показаться обманчиво простым. Ведь все что нужно — это разогреть составляющие детали, соединить, а затем крепко их скрепить. Но настоящий мастер знает, что дьявол скрывается в мелких деталях, поэтому нужно внимательно отнестись к нюансам, игнорирование которых, может привести к некачественному результату, плохой работе канализационной системы, затопления соседей и дальнейшему разочарованию в технологии. Подлость процесса выявления ошибок – их можно обнаружить через пару месяцев, сразу диагностировать проблему магистрали может только опытный сантехник, проводивший за своим любимым делом больше 10000 часов. Поэтому рекомендуем внимательно проработать некоторые моменты, чтобы результат самостоятельного труда радовал и эксплуатировался десятки лет.
Сварка полипропилена выполняется методом термооплифузии. Процесс состоит в разогреве состыковочных частей и их быстрого соединения. Чтобы процедура стала возможной необходимо иметь аппарат – паяльник.
Процесс пайки полипропиленовых труб
Используемая в процессе технология достаточно проста и не поставит в тупик даже начинающего мастера, однако, вследствие быстрого остывания сварного шва, требует точности и аккуратности движений. Если нарушить целостность соединения до полного остывания, оно станет негодным, придётся отрезать испорченный кусок трубы и паять заново.
Процесс осуществляется в четыре стадии:
Одно из условий качественной сварки – положительная температура внешней среды. Качественное соединение должно, при отсутствии внешних угроз различного типа, прослужить от 15 до 20 лет без необходимости проведения ремонта.