Пайка пвх труб
Содержание:
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.
Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.
Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
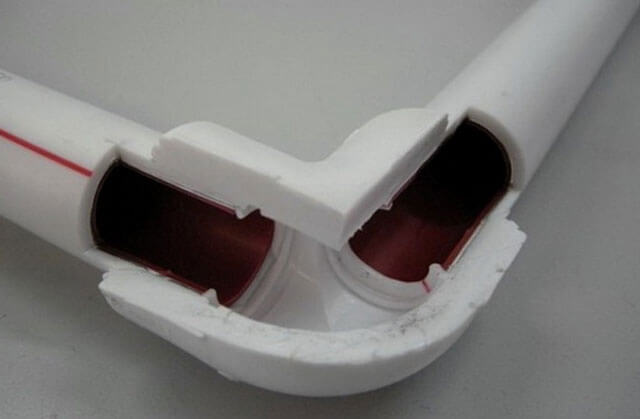
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Какие ошибки мастера совершают чаще всего?
Спешка и отсутствие опыта ведут к тому, что неправильно выполняется даже такой процесс, как пайка полипропиленовых изделий. Опишем самые распространённые проблемы и их особенности.
Чаще всего дефекты на изделиях появляются из-за того, что неправильно размещены соединительные элементы во время пайки. Например, появляются зазоры, когда конструкция не вводится в фитинг до самого конца. Из-за чего уменьшается рабочее давление, толщина стенок. Особенно актуальна проблема для тех, кто сразу после нагрева вводит трубу своими руками в фитинг, не прилагая достаточных усилий.
При этом во время проведения пайки не допускаются и чрезмерные усилия. Иначе появляется другая проблема. Из зазора, по краям которого находятся торец и внутренний упор конструкции, начинают выдавливаться излишки расплавленного материала.
Такие излишки ещё называют «гратом». После чего снижается проходимость рабочего вещества по системе. Соединительный элемент начинает испытывать более серьёзную нагрузку.
- Некоторые не всегда правильно выставляют температуру. Нужная температура составляет – 260 градусов. Отклонения которое допускается – минус\плюс десять градусов. Это значение оптимально для любой разновидности изделий, вне зависимости от диаметра. Главное – чтобы паяльник не перегрелся. Тогда в материале можно будет поддержать необходимый уровень давления. При этом поверхность не должна остыть слишком сильно до того, как все элементы соединятся друг с другом.
- Ещё одна распространённая проблема – неправильно подобранное оборудование. Паяльники нужно выбирать по мощности в зависимости от того, трубу какого диаметра придётся обрабатывать. Например, мощность в 500 Ватт – лучший вариант для 50-миллиметровой конструкции. 1000 Ватт нужно, если обработке подвергается 100-миллиметроый трубопровод.
Видео 6. Ошибки подбора соединительных фитингов для пайки + таблица времени сварки
Советы по выбору аппарата для сварки
Перед покупкой подходящего оборудования рекомендуется обратить внимание на следующие несколько характеристик:
- Изготовитель. От чего зависит стоимость аппарата, качество изготовления.
- Материал, из которого сделано устройство, качество сборки. Без учёта этого фактора паять нельзя.
- Комплектация, дополнительные насадки.
- Мощность. Зависит от того, детали с каким диаметром подвергаются пайке.
Паяльник для труб ПВХ– это инструмент с максимально простым принципом работы. Нагревательный элемент находится в самой середине. Он и отвечает за создание оптимальной температуры во время пайки.
Видео 7. Обзор паяльника для сварки ПВХ
Процедуру лучше выполнять не одному, а вместе с помощником. Кто то должен управлять инструментом, а другой готовит и ставит на место детали.
О мощности
Оборудование с мощностью от 1,5 до 2 Ватт встречается на рынке чаще всего. Этого может оказаться даже много для тех, кто пользуется инструментом в домашних условиях.
Хватает и 680 Ватт, чтобы решить данную задачу. По крайней мере, для работы с изделиями диаметром 16-63 миллиметра. 850 Ватт – оптимальное решение для ∅ 63-75 мм. Наконец, от 1200 Ватт понадобится для изделий ∅ на 125 миллиметров, так паять будет легче.
Как быть с насадками?
Лучше приобретать большие комплекты. Оптимальный выбор – инструменты с насадками практически для каждого диаметра, по паре штук. Их многие паяльники позволяют одновременно установить две и больше. Но это профессиональные агрегаты, потому они стоят недёшево.
Дополнительные рекомендации
Для 5-сантиметровых и больших диаметров оптимальное решение – применение стыкового соединения. Но этот совет носит характер рекомендации, а не обязательной аксиомы.
К поверхности, чья температура доведена до определённого показателя, подводим раструб, которым снабжён фитинг. После этого переходят к работе с самой трубой
Время выдержки важно соблюдать точно. Видео добавят наглядности рассказу
Главное достоинство данной технологии – в том, что на прямых участках не нужно ставить фитинги. Главное – чтобы срезы у конструкций были максимально ровными. В этом помогут специальные инструменты.
К нагревающим элементам паяльника они подводятся друг к другу, на одну линию, это правило тоже необходимо соблюдать строго. Благодаря этим устройствам легче проводить центрирование, чтобы добиться лучшего результата. На видео отчётливо виден каждый этап.
У некоторых паяльников есть специальные звуковые сигналы, извещающие о начале или о конце какого-либо этапа. Благодаря этому пайка ПВХ труб становится более эффективной.
Работа с чугунным радиатором при протечке
Случается, что батарея отопления потекла — испортился резьбовой стык, появилась течь на секции. Для ремонта потребуются эпоксидный клей и бинт. Материал пропитывают клеем, наносят на область дырки. После схватывания можно закрасить эту область в основной цвет. Данная мера считается временной, и после отключения отопления лучше заменить радиатор.
Также используется холодная сварка батарей. Специальное средство разминают в руках, прикладывают на место повреждения. Оно быстро расплавляется, схватывается и позволяет «заплатке» просуществовать до момента отключения отопления.
Не стоит пытаться клеить радиаторы при сильной течи, которая привела к аварийной ситуации. Лучше сразу вызвать бригаду специалистов, которая остановит течь и поменяет радиатор на новый.
Проведение строительных работ сегодня невозможно представить без использования высокотехнологичных материалов. Изобретение полимеров обусловило появление новых труб. Подобным изделиям присуща высокая прочность и долговечность. А лёгкость монтажа обеспечила высокую востребованность пластиковой трубной продукции во многих производственных сферах. Речь идёт, прежде всего, о ПВХ трубах, особое место среди которых занимают клеевые изделия.
Соединение труб ПВХ при помощи клея называется холодной или химической сваркой
Способы пайки труб из полипропилена
Для соединения труб из полипропилена можно воспользоваться одним из трех способов. А именно:
- используя диффузную пайку (при помощи специального устройства – «утюга»);
- паять с применением электрофитинга;
- использование холодной спайки.
Самым распространенным методом считается диффузная пайка. При этом используются различные доборные фитинги и электронагревательный прибор (паяльник или «утюг»). Об этом способе будет более подробно рассказано чуть ниже.
При соединении при помощи электрофитинга используются специальные соединительные элементы. Они надеваются на концы труб. После этого подается электрическое напряжение на особые металлические вставки в фитинге. В результате нагрева металла плавится полипропилен, а после остывания создается прочное соединение.
Такой метод используется редко, только в тех случаях, когда спайка с использованием «паяльника» невозможна. Также таким способом создания коммуникаций из полипропиленовых труб пользуются крупные строительные компании, при выполнении больших объемов работ. Дело в том, что сами электрофитинги довольно дорого стоят, поэтому использовать их в домашних условиях невыгодно.
Еще один метод соединить трубы из полипропилена – это использование холодной сварки. Специальный клей наносится на нужный участок. Своим составом клеевая масса немного размягчает полипропилен. В результате создается прочное и надежное соединение. Более подробно с этим методом можно ознакомиться, просмотрев видео из интернета.
Но и у этого метода есть свои недостатки. Во-первых, холодную пайку можно использовать только при монтаже коммуникаций для подачи холодных жидкостей (холодного водопровода). При нагреве соединение может потерять свою герметичность. Во-вторых, трубы необходимо прочно крепить. Если использовать холодную спайку на участках, где возможны подвижки трубопровода, то соединение (со временем) даст течь.
На что обратить внимание
Температурные режимы для спайки описываются в инструкциях к инструменту. На современных изделиях установлен автоматический режим нагрева в зависимости от размера монтируемой сети и глубины сварки. На предыдущих марках силу нагрева подбирали вручную.
При какой температуре паять пластиковые трубы? При спайке полиэтиленовых стояков устанавливаем температурный регулятор в районе 220 ° С, для полипропиленовых – 260 °С. На механизме нагрева имеется индикатор, который показывает готовность прибора к использованию. Индикатор горит только в режиме нагрева.
Продолжительность паяния зависит от окружного радиуса трубопровода, и может составлять от 5 до 40 сек. Не следует перегревать концы. Это может вызвать образование закупорки в месте спайки.
Если требуется провести монтаж водоподачи одного размера, то не следует переплачивать за количество насадок и наличие температурного механизма.
Если планируется большой объем производства длительного характера с применением сетей различных размеров по окружности, то приобретаем универсальный прибор для соединения с последними техническими возможностями и характеристиками.
Пошаговая инструкция по пайке пластиковых труб
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода
Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии – целостность провода не нарушена.
Подготовка элементов и деталей
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.
Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).
Правила стыковки
Основное требование при монтаже полимерных коммуникаций – соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.
Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок
Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты
Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.
Зачистка и охлаждение соединений
Стыковка трубопровода с фитингом.
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.
Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура – не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
Общая информация
Любая сварка пластиковых труб своими руками зависит от применяемого для нее вида пластика. Выделяют три основные разновидности пластиковых материалов:
- поливинилхлоридные изделия, используемые в качестве дешевого вида пластика с целью уменьшить стоимость ремонта трубопроводов;
- полиэтиленовые материалы, применяемые как внутри зданий, так в качестве внешних трубопроводов, способных выдерживать отрицательные температуры внешней среды и высокое давление воды внутри них;
- изделия, содержащие металл (металлопластиковые), отличающиеся особой надежностью и прочностью, служащие больше 50 лет и используемые для основы трубопроводов с горячим водоснабжением.
Процесс монтажа металлопластиковых труб
- Инструменты для установки металлопластиковых труб
- Соединение металлопластиковых труб
- Советы при работе по сварке металлопластиковых труб
Металлопластиковые трубы имеют столько выгодных достоинств, что сейчас мало кому приходит в голову использовать для отопления или водопровода их стальные аналоги. Они не подвержены коррозии, в том числе и электрохимической, и это свойство значительно увеличивает их срок эксплуатации. Способность не поддаваться ржавчине приводит к отсутствию необходимости производить окраску наружной поверхности трубы, а отсутствие отложений во внутренней части обеспечивает высокую проходимость.
Схема металлопластиковой трубы.
Долговечность металлопластиковых конструкций в сочетании с очень демократичной ценой делают их приобретение идеальным вариантом для замены водопроводной, отопительной и канализационной систем. Кроме высоких функциональных характеристик, изделия из металлопластика обладают еще одним выгодным преимуществом: сварка металлопластиковых труб не отличается особой сложностью и под силу любому, кто имеет хотя бы небольшие навыки работы с инструментами.
Инструменты для установки металлопластиковых труб
Пайка металлопластиковых соединений производится при помощи специальных аппаратов, в которых используется определенная технология нагрева.
Устройство системы отопления из металлопластиковых труб дело нелегкое, однако зная все нюансы с этим можно справится без привлечения дорогостоящих специалистов.
Температура при монтаже в этих приспособлениях достигает значений выше, чем в 180°С. В просторечии они называются паяльниками и бывают 2-х видов. Профессиональные паяльники предназначены для сварки труб большого диаметра, если он превышает 50 см. Для бытовых целей применяют домашние сварочные аппараты, более экономные за счет небольшой мощности. Они предназначены для соединения небольших диаметров — от 16 до 63 мм. Несмотря на высокую прочность, пластик имеет низкую температуру плавления. Разогретый паяльником, он при соединении спаивается на молекулярном уровне, образуя сплошную поверхность, не имеющую шва. Потому и срок службы металлопластиковых конструкций доходит до 50 лет и больше, такая сварка делает место контакта 2-х труб монолитным, не допускающим протечек. Процесс монтажа металлопластиковых труб в домашних условиях несложен и доступен, если совершить небольшие усилия и применить некоторое терпение при работе.
Сварочный аппарат в комплекте обязательно должен иметь разъемы нескольких диаметров для нагрева труб. Перед его использованием следует внимательно изучить инструкцию, чтобы определить, какая температура нагрева требуется для имеющихся в наличии материалов
При работе с паяльником необходимо соблюдать большую осторожность, не забывая о высокой температуре, которой сопровождается пайка. Кроме сварочного аппарата для пайки металлопластиковых труб понадобятся фитинги, то есть такие комплектующие, как муфты, тройники и уголки
Дополнительно нужно подготовить паклю, наждачную бумагу, острый нож, рулетку и герметик. Резать трубу лучше всего специальной пилкой, но пригодится и ножовка с очень мелкими зубцами.
Соединение металлопластиковых труб
Процесс начинается с подготовки металлопластиковых труб к работе. Они нарезаются на части нужной длины, их края обрабатываются ножом и наждачной бумагой для удаления неровностей. Если поверхность трубы даже немного влажная, требуется вытереть ее насухо, иначе пайка не будет качественной. Когда сварочный аппарат нагреется до необходимой температуры, в него вставляются концы труб. После того как они расплавятся, их стыкуют, фиксируя в определенном положении. Нажим при этом должен быть достаточно легким. После того как конструкция полностью остынет, нужно осмотреть место стыка. На нем должен образоваться шов правильной выпуклой формы, который показывает, что пайка выполнена правильно. Для придания трубе более эстетичного вида его можно сравнять с поверхностью наждачной бумагой.
Советы при работе по сварке металлопластиковых труб
Перед началом работы следует прекратить доступ воды в систему. При работе со сварочным аппаратом соблюдать технику безопасности. Контролировать температуру нагрева: слишком высокие или низкие показатели не позволят создать качественное соединение. Регулярно осматривать спаянные трубы с внешней и внутренней стороны (на просвет). При перегреве на внутренней поверхности могут образовываться спайки, которые буду препятствовать проходу воды.
Подготовительные работы
Перед монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.