Пайка проводов паяльником в домашних условиях
Содержание:
- Процесс пайки электропаяльником
- Подбираем паяльник
- Как правильно паять паяльником – советы, видео
- Как правильно паять паяльником с канифолью
- Подготовка паяльника к работе
- Секреты успешной пайки
- Что нужно для пайки паяльником
- Расходные материалы
- Особенности того, как паять микросхемы
- Процесс пайки электропаяльником
- Пайка проводов без использования паяльника
- Подготовительный этап
- Обзор видов
Процесс пайки электропаяльником
Как паять провода, что для этого нужно сделать:
- Залудить паяльник. Для затачивания жала нужно использовать наждачную бумагу, которой работают до получения гладкой блестящей поверхности. После этого разогретое жало погружают в канифоль и припой. Наконечник прикладывают к деревянной дощечке. Манипуляции повторяют до тех пор, пока жало паяльника не приобретет серебристый цвет.
- Залудить провода. Их очищают от оплетки и покрывают канифолью, поверх накладывают наконечник паяльника. После оплавления флюса провод извлекают.
- Припаивать залуженные части. Жало прибора обрабатывается припоем, место пайки разогревается до нужной температуры. После покрытия проводов оловом избегают лишних движений. Для быстрого остывания используют вентилятор.
Watch this video on YouTube
Особенности пайки при использовании флюса
Пайка деталей с применением флюса имеет следующие особенности:
- Температура плавления для канифоли должна быть более низкой, чем для припоя. Это условие считается обязательным для прочного сцепления деталей.
- Флюс не должен контактировать с расплавленным оловом. Каждое средство образовывает отдельное покрытие, обеспечивающее надежное соединение деталей.
- Канифоль следует равномерно распределять по поверхностям.
- Жидкий флюс должен смачивать все запаиваемые детали и обладать повышенной текучестью.
- Нужно выбирать средство, растворяющее и удаляющее появляющиеся на поверхностях пленки из неметаллических материалов.
- Нужно применять флюс, не вступающий в реакцию с соединяемыми материалами. Это помогает сохранить рабочие характеристики элементов.
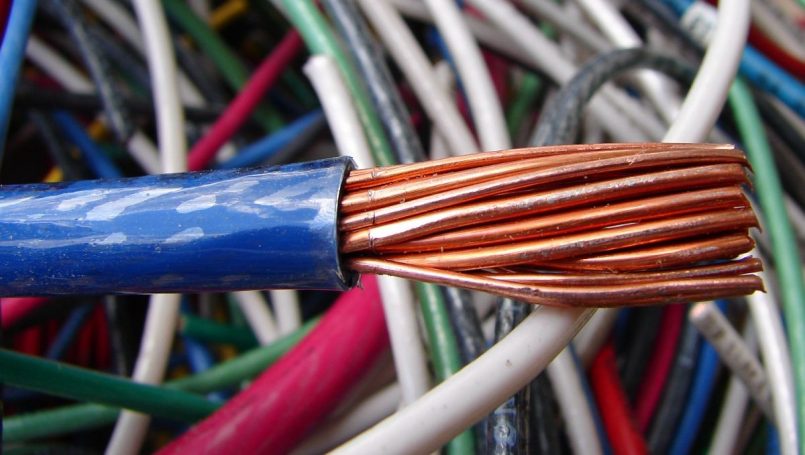
Пайка многожильных проводов
Многих интересует вопрос, как правильно паять паяльником такие провода. Соединение выполняется следующим образом:
- провода очищаются от изоляции;
- оголенные жилы зачищаются до металлического блеска;
- места соединения обрабатываются припоем;
- детали скрепляются методом скрутки;
- место пайки зачищается наждачной бумагой (не должны оставаться заусенцы, нарушающие прочность крепления);
- соединение покрывается расплавленным припоем;
- место скрепления обматывается изолентой.
Watch this video on YouTube
Можно ли паять медный провод с алюминиевым
Алюминиевые и медные проводники можно запаять. В таком случае применяют специальный припой для алюминия. Медный провод нужно качественно залудить. Этого достаточно для предупреждения химических реакций между медными проводами и алюминиевыми.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.
Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
-
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
-
При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Секреты успешной пайки
Давайте первым делом рассмотрим вопрос, как паять паяльником с канифолью, поскольку такой способ наиболее часто применяют на практике.
Перед пайкой необходимо зачистить поверхности, которые собираетесь соединить. Если это провода, их тоже нужно тщательно очистить от остатков окиси. Когда все будет готово, окуните жало в канифоль, потом коснитесь припоя, небольшое его количество должно остаться на кончике.
Снова коснитесь канифоли, после чего приложите жало к поверхности, которую собираетесь залудить и прогрейте ее. Поверхность должна покрыться тонким слоем припоя.
После того, как обе соединяемые детали будут залужены, совместите их, и предварительно взяв на кончик жала паяльника припой, после коснувшись канифоли, прогрейте место соединения, припой должен равномерно распределиться. После этого дождитесь, когда пайка остынет. Проверьте качество и надежность.
Пайка с канифолью применяется при ремонте радиоаппаратуры и бытовой электроаппаратуры. Само место спайки необходимо промыть спиртом или растворителем, удалив остатки флюса.
Для скрепления стальных, медных, латунных и других деталей, используют, как правило, паяльную кислоту. В этом случае, поверхности после зачистки обрабатывают ей и потом лудят.
Мы уже отвечали на вопрос, каким паяльником лучше паять в контексте выбора мощности, но отметим, в некоторых случаях, например, при ремонте массивных медных радиаторов, лучше пользоваться специальными паяльниками, нагреваемыми паяльной лампой.
Они имеют очень массивное и тяжелое жало, что делает их крайне удобными при работе с крупными и тяжелыми деталями.
После пайки кислотой, тщательно промойте швы, удалите все ее остатки и после смажьте соединения маслом ли иной смазкой.
Часто возникает вопрос: как паять провода, что применять в качестве флюса – канифоль или кислоту. В принципе, не имеет особого значения, какой флюс будет использоваться
При пайке с кислотой, важно тщательно промыть спайку и удалить ее остатки, иначе она будет разрушать место соединения.
При использовании канифоли, пайка не будет разрушаться, даже если вы не особо тщательно удалите остатки флюса. При всем том, канифоль не проводит электрический ток, а кислота является проводником, это необходимо учитывать.
Ответим еще на один вопрос, возникающий у новичков: как паять микросхемы и другие радиодетали. Для этого используйте паяльник малой мощности: радиоэлектронные компоненты очень чувствительны к перегреву, а также в качестве флюса применяйте канифоль или специальные растворы.
Кислоту использовать не рекомендуется, она может разрушить выводы радиодеталей, плату и в целом преподнести много неприятных «сюрпризов».
Последнее совет: для пайки алюминия и дюралевых поверхностей используйте специальные флюсы, их можно найти в свободно продаже.
Главное – хорошо залудить поверхности, после чего алгоритм работ точно такой же, как и при обычной пайке.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять
Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки
В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Расходные материалы
Для паяния в домашних условиях требуется приобрести канифоль или флюс и припой. О том, зачем нужны эти материалы, стоит поговорить подробнее. Именно они обеспечивают правильную подготовку и надежное соединение проводников при пайке.
Флюсы и канифоль
Самый распространенный вид веществ в этой группе, — канифоль (отвердевшая смола). Она имеет химически нейтральный состав, не вызывающий коррозионных процессов. Основное назначение этого вещества — удаление загрязнений и следов окисления с жала паяльника или с соединяемых деталей. Оно растворяет налет, подготавливает поверхность к процессу пайки, улучшает налипание припоя.
Флюсами именуют химические вещества, выполняющие ту же функцию. Они имеют вид жидкого кислотного раствора, может использоваться бура, муравьиная кислота, готовый состав ЛТИ-120, а также самостоятельно приготовленные смеси на медной, алюминиевой основе. Наносят вещество кисточкой, по завершении пайки производится смывание техническим спиртом, чтобы не провоцировать коррозионные процессы.
Канифоль плавится только при нагреве. Именно поэтому работа с ней производится в особом порядке.
- В емкость укладываются крошки канифоли или целый кусок.
- На него кладется припой.
- В канифоль погружается жало паяльника. Это позволяет избежать его окисления.
- Достигнув припоя, наконечник инструмента равномерно покрывается им — происходит лужение.
Обработанный таким образом паяльник полностью готов к работе. Его можно погружать в припой и вести работу.
Припой
В домашних условиях используются припои, которые имеют температуру плавления ниже +450 градусов.
Этой характеристике полностью соответствуют оловянно-свинцовые сплавы, маркированные ПОС 60, ПОС 50, ПОС 40, — они применяются при работе с медными жилами. При пайке алюминия нужен оловянно-цинковый состав ЦО-12, П250А, А, ЦА — алюмоцинковый припой.
В некоторых случаях удобнее пользоваться готовыми составами, где уже есть канифоль. Этим преимуществом обладает припой с маркировкой ПОС 61, выпускаемый в виде проволоки, фольги, пасты, в зависимости от назначения. Применяя такое средство, проводники при пайке не нужно предварительно покрывать канифолью.
Подробную информацию о том, что нужно для пайки, вы найдете в видео ниже.
Особенности того, как паять микросхемы
Специфика микросхемы в маленьком размере деталей, а также большой вероятности их перегревания
Очень важно быстро убрать устройство. При необходимости применяется теплоотвод — в его роли может выступить пинцет или другой металлический объект
Для такой работы стоит подбирать паяльник с маленьким жалом, так как имеется очень маленькое расстояние между деталями. Методов пайки имеется несколько. Одни мастера предпочитают делать углубления в жале паяльника, другие соединяют при помощи специальной паяльной пасты, а третьи методично припаивают отводы один за другим.
Чтобы понять, как правильно паять ту или иную деталь, необходимо определить, какой температурой необходимо воздействовать. Многое зависит от материала, из которого изготовлена плата. Чаще всего это 200-300 градусов по Цельсию.
То, каким образом паять платы, во многом зависит от их конструкции. Более простые схемы легко соединяются поочередным припоем проводом, а вот сложные современные чипы требуют особой аккуратности — ведь припаивая следующую деталь легко можно устранить предыдущую.

Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
-
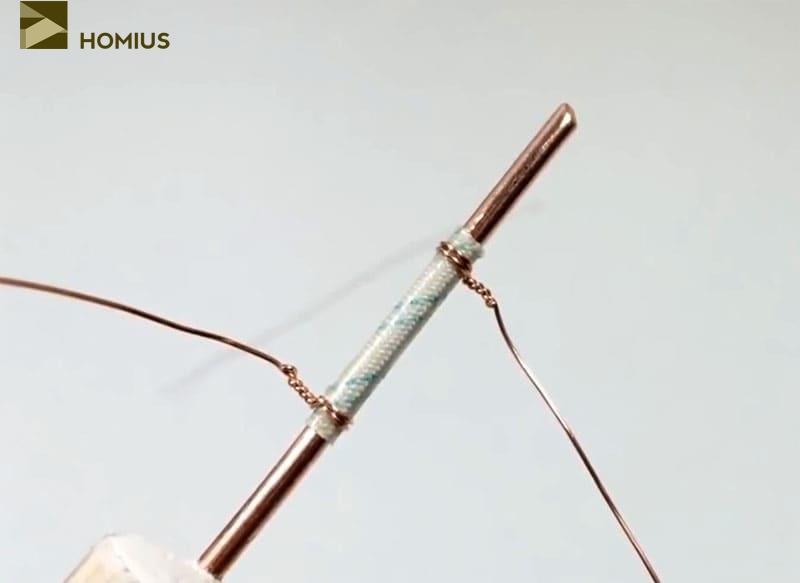
Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Пайка проводов без использования паяльника
Провода подвержены обрыву. Припаять провод без паяльника можно при учете нескольких рекомендаций:
- Для начала находится место обрыва и концы зачищаются.
- После этого провода скручиваются между собой для создания прочного соединения.
- Место, которое подвергается обработке, следует немного разогреть. Для этого можно использовать зажигалку или другой источник тепла.
- Припой также разогревается до пластичного состояния, после чего наносится на место соединения.
При работе с проводами крупного сечения следует размельчить припой и посыпать его на поверхность, после этого разогреть поверхность свечой или зажигалкой. В этом случае припой заполняет свободное пространство, за счет чего обеспечивается надежный контакт. При рассмотрении того, как припаять без паяльника следует учитывать тот момент, что подобным образом можно обработать только провода с диаметром 2 мм.
Пайка проводов без паяльника
Если нужно провести пайку плоского элемента, то детали предварительного лудятся. На момент пайки жила прижимается и посыпается стружкой выбранного сплава, после чего поверхность разогревается.
Подготовительный этап
Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.
С точки зрения организации процесса, пайка металлов с использованием специальных припоев – это набор достаточно простых по своему содержанию операций. Однако, несмотря на кажущуюся лёгкость, правильно паять с первого раза сможет не каждый. При первом знакомстве возникают некоторые затруднения, связанные с отсутствием чёткого представления о том, что и в какой последовательности нужно делать.
Рекомендуется соблюдать определённые правила подготовки к проведению паяльных операций, суть которых сводится к следующему:
- необходимо правильно выбрать основной рабочий инструмент, которым предстоит паять;
- следует побеспокоиться об изготовлении удобной и функциональной подставки, подготовить место, где придется паять большую часть времени;
- обучающийся должен запастись подходящими расходными материалами, без которых не обходится ни одна подобная процедура (припой, жидкий или пастообразный флюс).
И, наконец, начинающий пользователь должен освоить основные технологические приёмы пайки, предполагающие определённую последовательность целенаправленных действий.
Паять можно электрическим паяльником, газовой горелкой или паяльной лампой. Платы, микросхемы принято паять специальными фенами, термостанциями, обеспечивающими равномерный разогрев. Выбор того или иного типа инструмента и подставки или держателя для него определяется температурными условиями, при которых предполагается проводить рабочие операции.
Следующее по порядку требование предполагает подготовку обязательных компонентов, позволяющих правильно спаять любое металлическое соединение. К ним принято относить различные виды припоя, флюсовые добавки и специальные жидкости для пайки, необходимые для улучшения её качества (канифоли и спиртовые составы для лужения).
Обзор видов
Селективная пайка позволяет формировать надежные стыки на выводах штыревых компонентов радиоэлектроники. Данная технология отличается от традиционного соединения волной припоя. Пайка производится в единичных точках обрабатываемых плат. Плотный монтаж, расположение выводов под корпусом, мелкий шаг расстановки перестают быть серьезной проблемой. Основные процессы и этапы, однако, те же самые, что и при классической методике.

Термин «криволинейная спайка» относится преимущественно к соединению подвесных потолков. При строгом соблюдении технологии удается добиться практически невидимого шва.
Криволинейное соединение, однако, создать весьма трудно, и работа очень дорога.

Низкотемпературная
Подобный вариант работы стал очень популярным во второй половине ХХ века. Его распространение связано с появлением радиоэлектронной промышленности и особенно компьютеростроения. Только манипуляции при сравнительно низкой температуре позволяют обеспечить сохранность тонких электронных плат и отдельных микросхем. Но не стоит полагать, что мягкая пайка возможна только на хорошо оборудованных производствах со сложной аппаратурой. Существуют отдельные варианты, доступные практически любому радиолюбителю.
Роль припоя — не главная, а всего лишь упрочнение создаваемых соединений. Мягкие припои допускается применять и в токоведущих стыках. Паять такими составами можно самые разные металлы, но придется тщательно учитывать параметры подготовки.


Высокотемпературная
Этот термин относится к соединениям, получаемым при температуре не ниже 450 градусов. Высокотемпературное паяное соединение плотнее. Но надо учитывать, что при этом получаются существенные изменения структуры материала. Много проблем возникает при высокотемпературной пайке чугуна. В отдельных случаях нагрев происходит до 1000 градусов и даже выше, но такая необходимость возникает редко.