Какие существуют виды электродов? типы и виды электродов
Содержание:
- Электроды с рутиловым покрытием
- Виды электродов
- Базовые характеристики
- Устройство электрода для сварки и наплавки
- Назначение электрода
- Технологии изготовления
- Маркировка сварочных электродов и их расшифровка
- Классификация сварочных электродов
- Сведения об электродах
Электроды с рутиловым покрытием
Рутиловые электроды имеют в составе покрытия наибольший процент содержания природного диоксида титана (рутиловый концентрат). Сварочный шов, полученный с использованием рутиловых электродов, обладает меньшим растрескиванием, а по своим характеристикам, он соответствует полуспокойным и спокойным сталям.
По сравнению с другими электродами, рутиловые имеют гораздо больше преимуществ. В первую очередь, к ним относится лёгкое отделение шлака и стабильное поддержание сварочной дуги. Металл при сварке электродами с рутиловым покрытием меньше разбрызгивается, а сами электроды не так сильно подвержены влаге. Они стабильно варят даже на плохо подготовленных, ржавых металлах.
Виды электродов
Несмотря на то, что электроды тяжело поддаются классификации, есть решение этого вопроса.
Все стержни отличаются по виду материала, который лежит в их основе. Стержни могут быть разными по своему покрытию.
Основные виды электродов:
- Тающий механизм. Материал, из которых производят такие электроды – это металлы. Часто берут чугун, сталь или алюминий. Выбор связан с тем, какой материал нужно обрабатывать. Такие электроды являются и анодом, и катодом одновременно. Стержни применяют в 9 случаях из 10.
- Электроды, которые не плавятся. Для работы используют провода. Механизм изготовлен из угля, вольфрама или графитовых соединений. Ровный шов создают с проволокой. Рекомендовано работать с прямой полярностью. РД сварка подразумевает использование стержней из вольфрама. Причина этому – высокая температура плавления.
- Непокрытая конструкция. Их применяют тогда, когда нужно их связать флюсом. Он будет быстро плавиться во время работ. Не подходит для РД сварки.
- Электроды с облицовкой. Их берут в 8 случаях из 10. Такой материал при РДС помогает защитить конструкцию от негативного воздействия воздуха, сделать горение арки более стабильным и улучшить качество всех швов. Активно используют при работе полуавтомата и автоматики.
Базовые характеристики

Существует несколько основных характеристик, присущих любому из видов электродов.
Все они рассмотрены ниже.
Диаметр

Все электроды имеют диаметр, который подобран в соответствии с типом выполняемых работ. Есть два вида диаметра: размер электрода с напылением и диаметр провода, который является материалом стержня. В 8 случаях из 10 применяют первый диаметр.
Мастера работают с трехмиллиметровыми сварочными электродами. Этот показатель соответствует размеру стержня, с которым нужно работать. Электроды диаметром 1-2 мм используют редко. Это связано с их маленькими размерами и непрактичностью применения.
Сварочные электроды, диаметр которых 1 мм, используются для очень тонкого металла. С ними работают при варке листов из стали.
Выделяют большие варианты, диаметр которых достигает 5 мм. Они не нужны сварщикам, потому что подходят для работы с толстыми металлами. Для металлообработки требуется мощный агрегат.
Для выбора правильного диаметра стоит определить толщину металла. Они соответствуют друг другу.
Вид покрытия

Электроды могут быть с разным напылением или использовать обмазку. Их цель – защита соединения от окисления и стабилизация работы арки. Есть такие обмазки:
- Кислая. Обозначается буквой А.
- Основная (буква Б).
- Целлюлозная (буква Ц).
- Рутиловая (Р).
- Смешанное напыление.
В 8 случаях из 10 применяют базовое и рутиловое покрытие. Если Вы только начинаете разбираться в сварочном деле, тогда советуем применить рутиловое напыление, потому что с ним проще работать.
Размещение в пространстве

Несмотря на то, что в начале работы вы будете применять только горизонтальную сварку, есть и другие ее виды. Придёт умение работать в любых пространственных размещениях.
Это вертикальная, горизонтальная или потолочная сварку. Для того, чтобы корректно работать, необходимо применять электроды.
Перед покупкой аксессуаров стоит убедиться в том, подойдут ли они для вашей сварки.
Задачи

Большинство электродов применяются только для работы с определенным материалом. Выберите, что вы будете варить, заранее.
Не применяйте электроды для тех материалов, которым они не свойственны.
Маркировка деталей

Все данные, которых мы говорили ранее, отображены в специальной маркировке. Она наносится на электроды и выглядит как шифр из букв и цифр.
Это марка детали, которую определяет мастер. Если вы хотите научиться правильно читать маркировку, нужно постоянно практиковаться.
Выбор

Для выбора электродов нам достаточно знать их марку и диаметр детали, с которой необходимо работать. Для обычного пользователя этого будет вполне достаточно.
Но если вы новичок, которому интересны подробности, тогда стоит остановиться на том, какие аксессуары лучше остальных.
На этот вопрос нет однозначного ответа
Когда выбираете стержень, важно понимать, для чего он вам нужен. Если аксессуар не подойдет для металла, который используется, тогда не стоит ожидать от работы качественного сварочного соединения
Важно прислушиваться не к советам, которые вы находите в сети, а к вашим знаниям и потребностям. Для того, чтобы работать с определенным типом металла, нужно разбираться в его характеристиках
Кроме этого, стоит изо дня в день улучшать свои навыки. У вас получится сделать работу высокого качества. Разберитесь в том, какие электроды существуют и какие маркировки выделяют.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Технологии изготовления
Для изготовления электродов используют следующие материалы:
- особенная проволока определенного диаметра;
- мел и добавки;
- натриевые или калиевые глыбы.
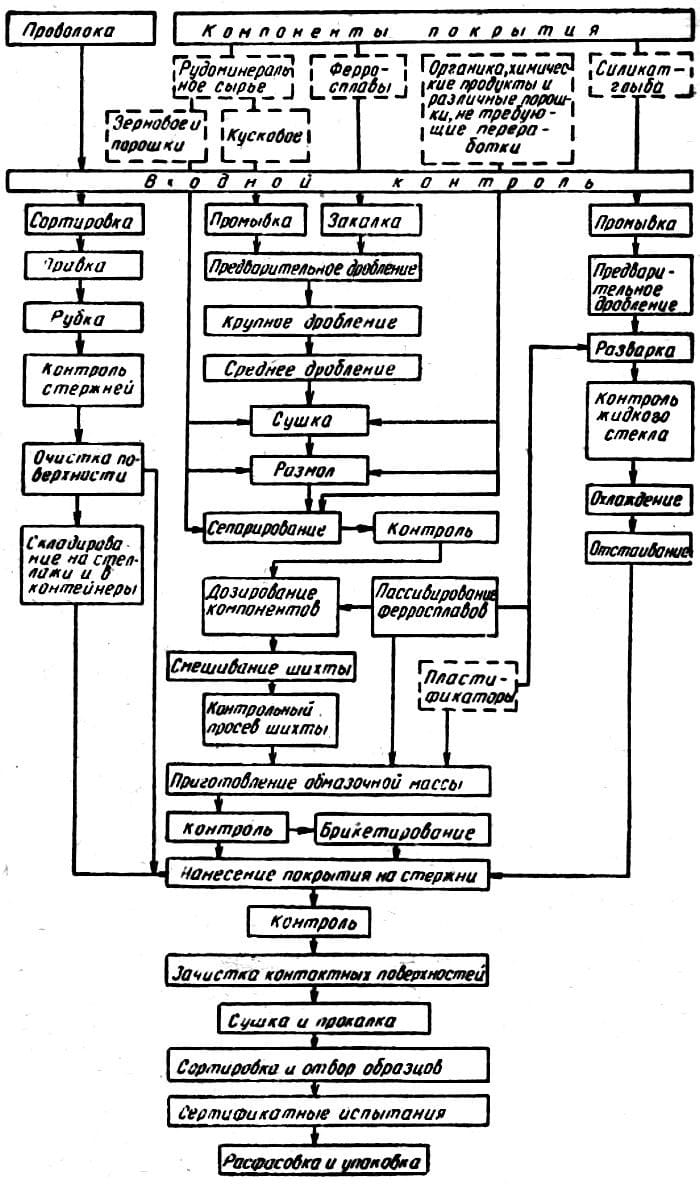
Технология изготовления сварочных электродов.
Заводы по производству электродов, в большинстве своем, используют следующую технологию. Кусковые материалы промывают, очищают от пустой породы, загрязнений в специальных моечных машинах, а затем дробят в дробильных камерах.
На следующем этапе электродные материалы высушивают в сушильных установках, размалывают в шаровых мельницах.
Электродную проволоку режут на заготовки актуальной длины при помощи правильно-рубильных станков. Активные ферросплавы пассируют в автоклавах в процессе варки жидкого стекла, используемого в качестве связующего вещества для обмазочной массы.
Далее готовят шихту, обмазочную массу, дозируя компоненты согласно рецепту.
Обмазка готовится из двух частей: сухой и мокрой. Сухие компоненты смешиваются в смесителях, обмазочная или мокрая масса готовится в противоточных или бегунковых смесителях, а брикеты формируются на брикетировочных прессах.
Приготовленную обмазочную массу наносят на проволоку двумя способами: путем обмакивания или опрессовкой. Выбор способа обмазки определит особенности изготовленных электродов.
При обмакивании электродную заготовку погружают в емкость с обмазочной массой и медленно извлекают наружу. Такой способ характерен для мини-производств.
Опрессовку осуществляют путем проталкивания проволоки через специальное оборудование – электродный пресс для производства электродов. Обмазка наносится на проволоку в цилиндре установки за счет высокого давления. Далее они протаскиваются вместе с обмазочной массой через специальные отверстия.
На заметку! Данный метод изготовления расходных материалов для сварки считается более современным и совершенным, потому что позволяет изготовить большие партии товара. Но при его использовании электроды потребуется просушить.
Сушка наделит обмазку высокой прочностью, но изделия потребуется прокалить в специальных печах, чтобы она крепко держалась на них.
Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.
-
Типы покрытых электродов для сварки.
Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд.
Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд. -
Марки электродов для сварки
Марки – параметр индивидуальный и зависит исключительно от производителя. -
Диаметр
Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм. -
Назначение
Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У;
Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л;
Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т;
Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В;
Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н. -
Толщина покрытия
Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г. -
Основные свойства шва
Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками. -
Вид электродного покрытия
А – кислотное покрытие.
Б – фтористо-кальциевое.
Ц – целлюлоза.
Р – рутиловое.
Ж – повышенное содержание железа.
Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава. -
Маркировка пространственных положений
1 – все,
2 – все, кроме вертикального, направленного вниз;
3 – нижнее, плюс вертикальное (движение снизу-вверх);
4 – исключительно нижнее. -
Род сварочного тока и подключение
– Индекс 0 электроды для постоянного тока и обратным подключением;
– индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений;
– указатели – 2,5,8 – ток любой, но подключение должно быть прямым;
– индексы – 3,6,9 для любых токов и обратного подключения.
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок.
возможно то что электрод не относится к маркам
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | ||
| Неплавящиеся | Неплавящиеся | Плавящиеся | |
|
|
Покрытые | Непокрытые |
|
Использовались на ранних стадиях развития сварочных технологий.Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла.
Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Сведения об электродах
Изделие представляет собой стержень длиной 25-45 см из электропроводящего материала.
Назначение материалов
Сварочный электрод нужен для создания стабильного электродугового разряда.
Благодаря его высокой температуре кромки соединяемых заготовок плавятся и сливаются воедино.
Дуга возникает при следующих условиях:
- расходник и детали подключены к источнику тока;
- промежуток между ними составляет 2-4 мм.
Классификация элементов
Расходники делятся на типы:
- Плавящиеся. Снабжены покрытием, выполняющим защитную и другие функции.
- Неплавящиеся.
Электроды делятся на типы по составу покрытия.
Первый тип по составу покрытия делится на виды:
- Кислые.
- Основные.
- Целлюлозные.
- Рутиловые.
Различают 4 вида:
- Особо толстое — D/d больше 1,8.
- Толстое — менее 1,8.
- Среднее — менее 1,45.
- Тонкое — менее 1,2.
Особенности эксплуатации
По типу электрода подбирают ток:
- постоянный;
- переменный.
Первый вариант обеспечивает более высокое качество шва. Различают 2 подвида:
- Постоянный с прямой полярностью. Положительный полюс источника подключают к заготовке.
- С обратной полярностью. «Плюс» подключен к электроду.
Постоянный ток обеспечивает высокое качество шва.
От полярности зависит температура нагрева расходника и заготовки.
Различают 4 вида швов:
- Потолочные.
- Вертикальные снизу вверх.
- Те же в противоположном направлении.
- Нижние.
Некоторые электроды не позволяют выполнять потолочные и вертикальные швы из-за высокой текучести металла в сварочной ванне.
Надежность соединения зависит от следующих параметров:
- Силы тока.
- Длины дуги.
- Диаметра расходника.
- Скорости и характера его перемещения.
- Угла наклона к поверхности заготовок.
Надежность соединения зависит от диаметра электрода.
Длину дуги стремятся делать наименьшей. В противном случае происходит следующее:
- Металл расходника успевает окислиться за время пути к сварочной ванне.
- Дуга «гуляет» по стыку, что приводит к распределению тепла по большой площади. В результате уменьшается глубина провара, усиливается разбрызгивание основного материала (он отскакивает от нерасплавленной поверхности).
При большой величине промежутка между расходником и заготовкой шов получается грязным и неаккуратным.
Коротко о марках электродов
ГОСТ 9467-75 устанавливает единую буквенно-цифровую систему обозначения расходников.
Марку записывают в виде дроби, например:
- Числитель — Э46-МР-3 АРС-3-УД.
- Знаменатель — Е432(3)-Р21.
Первый символ числителя обозначает способ сварки. В данном случае — ручная дуговая (литера Э).
Далее указывают временное сопротивление наплавки разрыву в кгс/кв. мм. В указанном примере — 46. Если изделие придает шву повышенные прочность и пластичность, после числа ставят литеру «А» (например, Э50А).
ГОСТ устанавливает систему обозначения электродов.
Следующая позиция — марка электрода (МР-3).
АРС — сокращенное обозначение производителя (завод «Арсенал»).
3 — диаметр.
Следующий символ обозначает тип стали:
- У — углеродистую и низколегированную;
- Л — легированную;
- Т — теплостойкую;
- В — высоколегированную с особыми свойствами.
Литера «Н» на этом месте означает «наплавочный электрод». Такие изделия используются для восстановления стертых участков (например, седла вентиля).
Следующая буква обозначает толщину покрытия:
- М — тонкое;
- С — среднее;
- Д — толстое;
- Г — особо толстое.
Первый символ знаменателя — тип электрода по международной системе обозначений. В данном примере — плавящийся (литера E).
На электродах указывается их тип.
Далее указывают прочность на разрыв в десятках МПа. Для данного расходника это 430 (МПа).
Следующая цифра означает относительное удлинение расходника. 2 — это 24% и более.
Далее цифрой обозначают допустимую температуру. Например, 3 — до -20°С, 6 — до -50°С и т.д.
Следующим символом зашифрован тип покрытия:
- Р — рутиловое;
- А — кислое;
- Б — основное;
- Ц — целлюлозное.
Обмазку смешанного типа обозначают сочетанием букв. Например, РЦ расшифровывается как рутилово-целлюлозный.
Присутствие в покрытии железного порошка показывают литерой Ж: РЖ, АЖ и т.д.
Предпоследней цифрой в марке зашифрованы допустимые пространственные положения шва:
- 1 — все;
- 2 — все, кроме вертикальных в направлении сверху вниз;
- 3 — нижние, горизонтальные на вертикальной плоскости и вертикальные снизу вверх;
- 4 — нижние и нижние в лодочку.