Резьба npt коническая дюймовая
Содержание:
- Что такое профиль, ход и другие геометрические параметры резьбы?
- Особенности конусной резьбы
- Полезные советы
- Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
- Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
- Какую трубу считать малой — средней -большой?
- Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
- Как разобраться с американской дюймовой резьбой?
- Трубная цилиндрическая резьба
- Параметры и части метрической резьбы
- Трубная резьба Уитворта по DIN/ISO 2999 наружняя коническая, внутренняя цилиндрическая
- Отличия метрической и дюймовой резьбы. Элементы резьб
- Типы резьбы
- 3 Как формируется трубная резьба – технология
Что такое профиль, ход и другие геометрические параметры резьбы?
Более полно раскрыть определение поможет информация о параметрах нарезки:
- Профиль — плоская форма выступов и впадин при разрезе нарезки по оси, зависящая от конструкции режущей части инструмента, используемого для нарезания.
- Виток — часть резьбового рисунка, получаемая после поворота профиля вокруг оси.
- Шаг — дистанция между двумя ближайшими одинаково расположенными точками профиля. Измеряется расстояние строго параллельно осевой линии.
- Профильный угол — измеряемый между боковинами одного профиля.
- Высота резьбового рисунка — расстояние от низа до верха боковой грани профиля, измеряемое перпендикулярно оси. Значение одинакового для стержня и отверстия.
- Внутренний диаметр — размер сечения цилиндра, который можно вписать во впадины нарезки, расположенной снаружи болта, винта, шпильки и так далее.
- Наружный диаметр — размер сечения цилиндрообразной фигуры, описанной вокруг вершин выступов.
- Номинальный диаметр — размер, используемый при обозначении резьбового рисунка. С помощью значения характеризуются габариты нарезки.
- Ход — измеряемый параллельно относительно оси и обозначающий расстояние от одной начальной точки на боковине выступа до другой, местоположение которой определяется, когда исходная точка по спирали сделает полный оборот вокруг оси. У однозаходной нарезки значение хода соответствует величине шага. При этом ход многозаходной резьбовой спирали вычисляется путем умножения количества заходов на шаг.
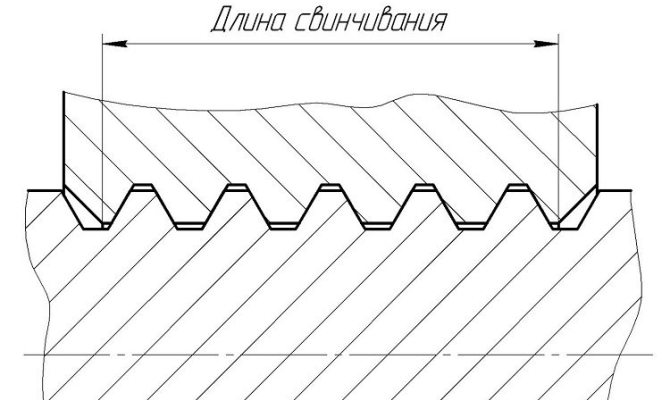
К основным характеристикам также относится длина свинчивания. Это участок, на котором происходит соединение метрической контурной плоскорельефной геометрической или другой резьбы.
Особенности конусной резьбы
В процессе эксплуатации выявлено, что резьба npt, показывающая надежность при высоком статическом давлении, при динамической нагрузке ненадежна, так как оставляет спиральный путь для протечек. Компания Parker использует в гидравлике эластомерные уплотнители.
Коническая резьбовое сочленение коммуникаций по британскому стандарту отличается треугольным профилем со скругленными зубцами и впадинами. Такая конфигурация позволяет уплотнять соединение герметизирующим раствором и лентой-уплотнителем. Винтовая нарезка под 60 град обеспечивает герметичность соединения, но делая его неразъемным.
Полезные советы
Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника
Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″
) и/или долями дюймов (1/2″, 3/4″ ), являются общепринятым стандартом в водо — и водогазоснабжении.
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм
) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм
, а усиленной —25,5 мм . Последнее значение стоит довольно близко к равенству1″»=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy
). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от40 до 60% в зависимости от роста величины индекса.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)» | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)» | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)» | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)» | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ | 2200 | 88″ |
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
| Условный проход трубы Dy. мм | Диаметр резьбы G». дюйм | Наружный диаметр трубы Dn. мм |
| Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 | Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) | Полимерная труба. ПЭ, ПП, ПВХ |
ГОСТ
— государственый стандарт, используемый в тепло — газо — нефте — трубопроводахISO — стандарт обозанчения диаметров, используется в сантехнических инженерных системахSMS — шведский стандарт диаметров труб и запорной арматурыDIN / EN — основной евросортамент для стальных труб по DIN2448 / DIN2458ДУ (Dy) — условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметрнаружн., мм | Толщина стенок, мм | Масса 1 м трубы (кг) | ||
| стандартных | усиленных | стандартных | усиленных | ||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 |
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
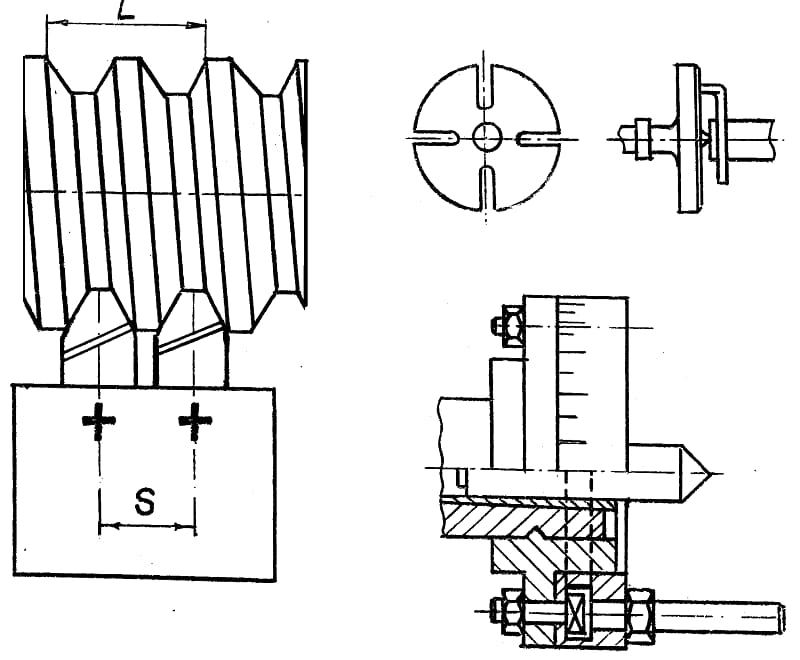
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Какую трубу считать малой — средней -большой?
Даже в серьезных источниках мне приходилось наблюдать фразы типа: «Берем любую трубу среднего диаметра и…», но какой этот средний диаметр никто не указывает. Чтобы разобраться, стоит сначала понять на какой диаметр нужно ориентироваться: он может быть внутренним и внешним. Первый важен при расчете транспортировочной способности воды или газа, а второй для определения возможности выдерживать механические нагрузки.
Внешние диаметры:
- От 426 мм считается большим;
- 102-246 называют средним;
- 5-102 классифицируется, как маленький.
Что касается внутреннего диаметра, то лучше заглянуть в специальную таблицу(см. выше).
Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Коническая трубная резьба широко используется в создании трубопроводов, работающих под давлением (водопровод, отопление, топливные магистрали и газопроводы), поскольку обеспечивает герметичность соединений даже при напоре в десятки МПа.
Когда говорят об универсальности конической нарезки, имеют ввиду возможность ее монтажа совместно с цилиндрическими муфтами. К такому типу соединения приходится прибегать при подключении к трубам, у которых частично разрушилась или деформировалась внутренняя резьба, а заменить дефектный участок или решить проблему сваркой не представляется возможным.
Впрочем, при соблюдении установленных норм взаимозаменяемости по ГОСТ 6357-81 внутренняя трубная цилиндрическая резьба может идти в соединении с конической. Но в этом случае должна выдерживаться длина ввинчивания отдельных элементов, допуски по диаметру и класс точности исполнения.
Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
Давая классификацию соединений, мы сознательно не коснулись всего многообразия резьбовых профилей. Потому как для нарезки винта на конических трубах подходит только треугольная форма – самая надежная и прочная. Правда, она имеет несколько вариантов исполнения вершины и основания ниток в зависимости от применяемых стандартов. И вот здесь уже возможны отличия.
Так называемая британская трубная коническая резьба имеет профиль треугольника со скругленными зубцами и ответными впадинами (стандарт BSPT). Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Отечественный аналог – ГОСТ 6211 81 жестко регламентирует параметры дюймового конического профиля:
- Уклон по отношению к осевой линии трубы (конусность) выдерживается на уровне 1:16. При этом ее длина и выбранный размер сечения роли не играют.
- Конусное соединение допускается только для труб, диаметр которых не превышает 6ʺ, так что резьба тоже имеет соответствующие ограничения по размеру.
В профиле NPT равнобедренные треугольные витки (α=60º) имеют плоские вершины с такими же ответными основаниями. Винтовая нарезка выполняется в соответствии с американскими стандартами UNS (с крупным шагом), UNF и UNEF (с мелким и особо мелким). Здесь более скромный выбор диаметра: от 1/16ʺ до 4 дюймов. У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
Винт с углом профилей в 60º работает на смятие, создавая герметичное, но неразъемное соединение. Применяется в машино- и станкостроении для трубопроводов, в которых циркулируют ГСМ, вода или газообразные рабочие среды под давлением. Коническая трубная резьба способна выдержать максимально-возможное давление.
Обозначения: метчик, чертежи
ГОСТ для конической резьбы предусматривает следующие обозначения:
- R или Rc – наружная или внутренняя. Следом обязательно указывается номинальный диаметр, выраженный в дюймах.
- LH – левая. Если конусная резьба имеет правое исполнение, в обозначении эта маркировка отсутствует (параметр по умолчанию).
- Rр – указывает на цилиндрическую форму внутренней нарезки, совместимую с наружной конусной.
Применяйте конусную резьбу по назначению
Американское обозначение трубной конической резьбы сложнее, но информативнее. Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
- номинальный диаметр;
- число витков на единицу длины;
- группа по типу исполнения профиля;
- класс точности для наружной (А) и внутренней нарезки (В).
ПОСМОТРЕТЬ ВИДЕО
Диаметр задается в дюймах дробью или по присвоенному номеру. Коническая трубная резьба часто применяется в соединениях комуникаций. Конусная дюймовая труба одна из самых популярных в использовании в местах с большим давлением.
Как разобраться с американской дюймовой резьбой?
Крепеж в метрической системе промаркирован так, что можно установить тип и механические свойства крепежного материала. На головке болта по DIN 931 нанесено 8.8 Это значит, что болт сделан из углеродистой стали. Класс прочности определяет значение предельно допустимых рабочих нагрузок, которые выдерживает крепеж. Дюймовый крепеж промаркирован сложнее. Чтобы разобраться с системой его маркировкой используются специальные таблицы. С их помощью можно узнать механические свойства крепежной детали и марку материала. Чтобы понять, как перевести американскую дюймовую резьбу в метрическую систему, нужно замерять с помощью штангенциркуля наружный диаметр резьбы (в мм), внутренний диаметр и шаг резьбы (измеряется в числе витков на дюйм). Замер нужно делать с точностью до десятых и сотых долей миллиметра. После этого нужно воспользоваться справочными таблицами дюймовых резьб и подобрать совпадение полученной комбинации для того или иного дюймового крепежа.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
-
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
-
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
-
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
-
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
-
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
-
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
-
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
-
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Трубная резьба Уитворта по DIN/ISO 2999 наружняя коническая, внутренняя цилиндрическая
| Резьба | Whitworth-pipe tread acc. DIN 2999 |
| Сокращение | Rp / R |
| Обозначение | DIN 2999-Rp-1/2 DIN 2999-R-1/2-1 |
| Тип резьбы | Внутренняя резьба цилиндрическая, Наружная резьба коническая (конус 1:16) |
| Применение | Трубная резьба, для труб с резьбой и фитингов, уплотняющая посредством уплотнителя в резьбе (см. стр. 10) |
| Описание | Коническая наружная резьба типа R в основной плоскости имеет те же внутренние, средние и наружные диметры резьбы, как Rp-внутренняя резьба, так что ее можно завинчивать до этого уровня рукой. Дозатягивание при помощи инструмента увеличивает длину вкручивания и уплотняет соединение при использовании подходящего уплотнителя (такого как конопля или тефлоновая лента). |
| Сравнение с DIN/ISO 228 | У цилиндрической Rp-внутренней резьбы этого стандарта имеются те же самые номинальные размеры для диаметров винтовой резьбы и профиля винтовой резьбы как и у цилиндрической внутренней резьба согласно DIN / ISO 228, хотя, у внутренней резьбы типа G во внутреннем и среднем диаметрах допустимы только положительные допуски (при DIN 2999 ±допуск). Поэтому коническая наружная резьба согласно DIN 2999 типа R может быть завинчена в цилиндрическую внутреннюю резьбу согласно ISO 228 типа G, однако, наружная резьба может завинчиваться дальше примерно на 1 ход винта и возникает большее свободное пространство между вершинами винтовой резьбы с в связи с большими допусками резьбы типа G при винтовой и таким образом увеличенные протечки. |
| Не комбинировать ни в коем случае | Цилиндрическая наружная резьба согласно ISO 228 типа G во внутреннюю цилиндрическую резьбу согласно DIN 2999 типа Rp, так как внутренняя резьба может быть слишком тесна. |
| DIN | Наружняя резьба R | Внутренняяя резьба Rp | Наружний диаметр трубы | Число витков | P | h | Наружний Ø | Средний Ø | Внутренний Ø | a | i |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 6 | R 1/8″ | Rp 1/8″ | 10.2 | 28 | 0.907 | 0.581 | 9.728 | 9.147 | 8.566 | 4 | 6.5 |
| 8 | R 1/4″ | Rp 1/4″ | 13.5 | 19 | 1.337 | 0.856 | 13.157 | 12.301 | 11.445 | 6 | 9.7 |
| 10 | R 3/8″ | Rp 3/8″ | 17.2 | 19 | 1.337 | 0.856 | 16.662 | 15.806 | 14.95 | 6.4 | 10.1 |
| 15 | R 1/2″ | Rp 1/2″ | 21.3 | 14 | 1.814 | 1.162 | 20.955 | 19.793 | 18.631 | 8.2 | 13.2 |
| 20 | R 3/4″ | Rp 3/4″ | 26.9 | 14 | 1.814 | 1.162 | 26.441 | 25.279 | 24.117 | 9.5 | 14.5 |
| 25 | R 1″ | Rp 1″ | 33.7 | 11 | 2.309 | 1.479 | 33.249 | 31.77 | 30.291 | 10.4 | 16.8 |
| 32 | R 1 1/4″ | Rp 1 1/4″ | 42.4 | 11 | 2.309 | 1.479 | 41.91 | 40.431 | 38.952 | 12.7 | 19.1 |
| 40 | R 1 1/2″ | Rp 1 1/2″ | 48.3 | 11 | 2.309 | 1.479 | 47.803 | 46.324 | 44.845 | 12.7 | 19.1 |
| 50 | R 2″ | Rp 2″ | 60.3 | 11 | 2.309 | 1.479 | 59.614 | 58.135 | 56.656 | 15.9 | 23.4 |
| 65 | R 2 1/2″ | Rp 2 1/2″ | 76.1 | 11 | 2.309 | 1.479 | 75.184 | 73.705 | 72.226 | 17.5 | 26.7 |
| 80 | R 3″ | Rp 3″ | 88.9 | 11 | 2.309 | 1.479 | 87.884 | 86.341 | 84.926 | 20.6 | 29.8 |
| 100 | R 4″ | Rp 4″ | 114.3 | 11 | 2.309 | 1.479 | 113.03 | 111.551 | 110.072 | 25.4 | 35.8 |
| 125 | R 5″ | Rp 5″ | 139.7 | 11 | 2.309 | 1.479 | 138.43 | 136.951 | 135.472 | 28.6 | 40.1 |
| 150 | R 6″ | Rp 6″ | 165 | 11 | 2.309 | 1.479 | 163.83 | 162.351 | 160.872 | 28.6 | 40.1 |
Отличия метрической и дюймовой резьбы. Элементы резьб
Метрический и дюймовый крепеж – это крепеж, который распространен на территории Великобритании и Америки, а так же стран содружественных с ними.
Дюймовый крепеж имеет отличительный внешний вид (от метрического) за счет шага резьбы (UNC и UNF), мерой длины является – дюйм, а угол при вершине 55° или 60°.
Метрический крепеж имеет более широкую сферу производства, измеряется в миллиметрах и имеет угол при вершине только 60°.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и aдюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
Метрическая резьба (рис. 1)
Имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом.
За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20.
Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
Дюймовая резьба (рис. 2)
Дюймовая резьба (рис.
2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта – британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF).
Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) – штpихи (“) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Точность и поле допуска метрической резьбы
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H |
Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| UNC № 1 | 1.854 | 64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ | 50.8 | 4 1/2 |
Резьба может быть внутренней и наружной.
- На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
- В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
- шаг резьбы – расстояние между вершинами или основаниями двух соседних витков;
- глубина резьбы – расстояние от вершины резьбы до ее основания;
- угол профиля резьбы – угол, заключенный между боковыми сторонами профиля в плоскости оси;
- наружный диаметр – наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
-
внутренний диаметр – расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
Моменты затяжки крепежныйх изделий с дюймовой резьбой стандарта США
Материалы подготовлены специалистами компании «Трайв-Комплект». При копировании текстов и других материалов сайта – указание ссылки на сайт www.traiv-komplekt.ru обязательно!
14658913.02.2008
Возврат к списку
Типы резьбы
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра

Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.

Переходник от метрической резьбы к дюймовой
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы — ½ “

Схематическое изображение резьбы Эдисона
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
3 Как формируется трубная резьба – технология
Для создания NPT-соединений на промпредприятиях используются резьбонарезные специальные установки. Они оборудуются особым метчиком. Его крепят на шпинделе вращающегося типа, а само трубное изделие размещают на рабочей поверхности агрегата и закрепляют на ней.
 Трубная резьба
Трубная резьба
Весь процесс формирования резьбы идет в несколько этапов:
- Труба ставится в посадочное гнездо, фиксируется.
- Задается необходимая скорость перемещения шпиндельного узла и направление его вращения.
- Устанавливается метчик (оператор станка должен выбрать инструмент с подходящим размером). Головка приспособления обязательно закрепляется. Для этого используется спецзажим (он носит название поддерживающего).
- Запускается оборудование.
- Головка для нарезания резьбы подводится управляющей рукояткой к заготовке.