Трубная цилиндрическая резьба: применение, стандарты и обозначения
Содержание:
- Особенности цилиндрической резьбы
- ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
- ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
- ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
- Как узнать диаметр трубы? Измерить!
- Трубное крепление цилиндрической формы
- Основные характеристики дюймовой резьбы
- Типы
- ОБОЗНАЧЕНИЯ РЕЗЬБЫ
- Типы трубной резьбы и их характеристика
- На что еще стоит обратить внимание
- Дюймовые конические резьбы
- Отличия метрической и дюймовой резьбы. Элементы резьб
- Маркировка и классы точности
- Трубная цилиндрическая резьба: сферы применения и маркировка
- См. также
- Способы нарезки резьбы на цилиндрических поверхностях
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
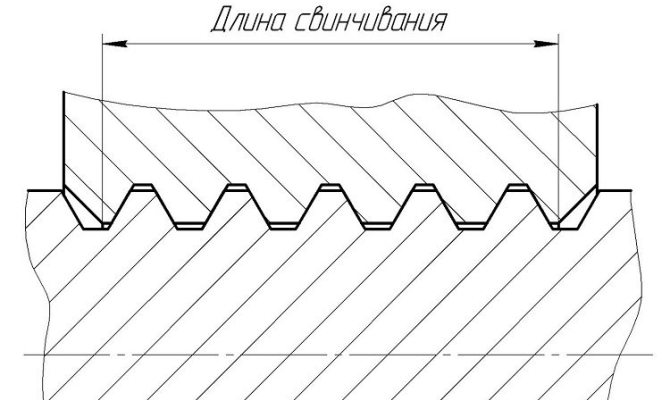
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
1. Настоящее приложение содержит
информацию о предельных отклонениях среза (размера ) вершин и впадин наружной и внутренней резьбы, которые
являются исходными при проектировании резьбообразующего инструмента и не
подлежат обязательному контролю, если это не установлено особо.
2. Предельные отклонения размера приведены на чертеже
и в таблице.
es — верхнее отклонение среза вершины и впадины
наружной резьбы; ES — верхнее отклонение среза вершины и впадины
внутренней резьбы;
ei — нижнее отклонение среза вершины и впадины
наружной резьбы; EI — нижнее
отклонение среза вершины и впадины внутренней резьбы
Черт. 3
|
Срез вершины наружной резьбы и внутренней |
Срез впадины наружной и внутренней резьбы |
||
|
Пред. откл., мкм |
|||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
|
+75 |
+25 |
-50 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством
станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Постановлением Государственного комитета СССР по стандартам от 30.12.81 № 5790
3. ВЗАМЕН ГОСТ 6357-73
4. Стандарт полностью
соответствует СТ СЭВ 1157-78
5. ССЫЛОЧНЫЕ
НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть, 1.2, |
6. ПЕРЕИЗДАНИЕ
|
1. Профиль. 1 2. Основные размеры.. 1 3. Допуски. 2 4. Обозначения резьбы.. 4 Приложение. (справочное) |
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
. Настоящее приложение содержит информацию о предельных отклонениях отдельных параметров резьбы, которые являются исходными при проектировании резьбообразующего инструмента и расчете резьбовых калибров и не подлежат обязательному контролю, если это не установлено особо.
. Предельные отклонения среза вершин и впадин (размера С), угла наклона боковой стороны профиля , шага Р и угла конуса j (разность средних диаметров на длине l2)конической резьбы приведены на черт. и в таблице.
es — верхнее отклонение среза вершины и впадины наружной резьбы;
ES — верхнее отклонение среза вершины и впадины внутренней резьбы;
ei — нижнее отклонение среза вершины и впадины наружной резьбы;
EI — нижнее отклонение среза вершины и впадины внутренней резьбы;
Тa — допуск угла наклона боковой стороны профиля резьбы.
Черт. 1
. Предельные отклонения среза вершин и впадин (размера ) внутренней цилиндрической резьбы (черт. ) не должны превышать:
среза вершин +0,05 мм (ES = +0,05 мм, ЕI = 0);
среза впадин ± 0,025 мм (ES = +0,025 мм, ЕI = -0,025 мм)
Размеры в мм
|
Предельные отклонения |
Разность средних диаметров резьбы на длине l2 |
|||||||||
|
среза С |
угла a/2 |
шага Р на длине |
||||||||
|
Номин. |
Предельные отклонения |
|||||||||
|
вершины |
впадины |
l2 |
l1 |
|||||||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
TP |
наружной резьбы |
внутренней резьбы |
||||
|
1/16 |
+0,05 |
+0,025 |
-0,025 |
40¢ |
0,04 |
0,07 |
0,250 |
+0,028 |
+0,014 |
|
|
1/8 |
-0,014 |
-0,028 |
||||||||
|
1/4 |
35¢ |
0,375 |
+0,042 |
+0,021 |
||||||
|
-0,021 |
-0,042 |
|||||||||
|
3/8 |
0,400 |
+0,044 |
+0,022 |
|||||||
|
-0,022 |
-0,044 |
|||||||||
|
1/2 |
0,512 |
+0,058 |
+0,028 |
|||||||
|
-0,028 |
-0,058 |
|||||||||
|
3/4 |
0,594 |
+0,066 |
+0,034 |
|||||||
|
-0,034 |
-0,066 |
|||||||||
|
1 |
25¢ |
0,650 |
+0,073 |
+0,036 |
||||||
|
-0,036 |
-0,073 |
|||||||||
|
11/4 |
0,794 |
+0,089 |
+0,045 |
|||||||
|
11/2 |
-0,045 |
-0,090 |
||||||||
|
2 |
0,994 |
+0,111 |
+0,056 |
|||||||
|
-0,056 |
-0,111 |
|||||||||
|
21/2 |
1,094 |
+0,122 |
+0,062 |
|||||||
|
-0,062 |
-0,122 |
|||||||||
|
3 |
1,288 |
+0,144 |
+0,073 |
|||||||
|
0,073 |
-0,144 |
|||||||||
|
31/2 |
1,388 |
+0,155 |
+0,078 |
|||||||
|
-0,078 |
-0,155 |
|||||||||
|
4 |
1,588 |
+0,177 |
+0,089 |
|||||||
|
-0,089 |
0,177 |
|||||||||
|
5 |
1,788 |
+0,200 |
+0,101 |
|||||||
|
6 |
-0,101 |
-0,200 |
Примечание. Значение Тротносится к расстояниям между витками резьбы. Действительное отклонение может быть со знаком минус или плюс.
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
. Настоящее приложение содержит информацию о предельных отклонениях отдельных параметров резьбы, которые являются исходными при проектировании резьбообразующего инструмента и расчете резьбовых калибров и не подлежат обязательному контролю, если это не установлено особо.
. Предельные отклонения среза вершин и впадин (размера С), угла наклона боковой стороны профиля , шага Р и угла конуса j (разность средних диаметров на длине l2)конической резьбы приведены на черт. и в таблице.
es — верхнее отклонение среза вершины и впадины наружной резьбы;
ES — верхнее отклонение среза вершины и впадины внутренней резьбы;
ei — нижнее отклонение среза вершины и впадины наружной резьбы;
EI — нижнее отклонение среза вершины и впадины внутренней резьбы;
Тa — допуск угла наклона боковой стороны профиля резьбы.
Черт. 1
. Предельные отклонения среза вершин и впадин (размера ) внутренней цилиндрической резьбы (черт. ) не должны превышать:
среза вершин +0,05 мм (ES = +0,05 мм, ЕI = 0);
среза впадин ± 0,025 мм (ES = +0,025 мм, ЕI = -0,025 мм)
Размеры в мм
|
Предельные отклонения |
Разность средних диаметров резьбы на длине l2 |
|||||||||
|
среза С |
угла a/2 |
шага Р на длине |
||||||||
|
Номин. |
Предельные отклонения |
|||||||||
|
вершины |
впадины |
l2 |
l1 |
|||||||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
TP |
наружной резьбы |
внутренней резьбы |
||||
|
1/16 |
+0,05 |
+0,025 |
-0,025 |
40¢ |
0,04 |
0,07 |
0,250 |
+0,028 |
+0,014 |
|
|
1/8 |
-0,014 |
-0,028 |
||||||||
|
1/4 |
35¢ |
0,375 |
+0,042 |
+0,021 |
||||||
|
-0,021 |
-0,042 |
|||||||||
|
3/8 |
0,400 |
+0,044 |
+0,022 |
|||||||
|
-0,022 |
-0,044 |
|||||||||
|
1/2 |
0,512 |
+0,058 |
+0,028 |
|||||||
|
-0,028 |
-0,058 |
|||||||||
|
3/4 |
0,594 |
+0,066 |
+0,034 |
|||||||
|
-0,034 |
-0,066 |
|||||||||
|
1 |
25¢ |
0,650 |
+0,073 |
+0,036 |
||||||
|
-0,036 |
-0,073 |
|||||||||
|
11/4 |
0,794 |
+0,089 |
+0,045 |
|||||||
|
11/2 |
-0,045 |
-0,090 |
||||||||
|
2 |
0,994 |
+0,111 |
+0,056 |
|||||||
|
-0,056 |
-0,111 |
|||||||||
|
21/2 |
1,094 |
+0,122 |
+0,062 |
|||||||
|
-0,062 |
-0,122 |
|||||||||
|
3 |
1,288 |
+0,144 |
+0,073 |
|||||||
|
0,073 |
-0,144 |
|||||||||
|
31/2 |
1,388 |
+0,155 |
+0,078 |
|||||||
|
-0,078 |
-0,155 |
|||||||||
|
4 |
1,588 |
+0,177 |
+0,089 |
|||||||
|
-0,089 |
0,177 |
|||||||||
|
5 |
1,788 |
+0,200 |
+0,101 |
|||||||
|
6 |
-0,101 |
-0,200 |
Примечание. Значение Тротносится к расстояниям между витками резьбы. Действительное отклонение может быть со знаком минус или плюс.
Как узнать диаметр трубы? Измерить!
В большинстве случаев при покупке достаточно посмотреть маркировку или продавцу. Но случается, что нужно делать ремонт одной из коммуникационных систем путем замены труб, и изначально неизвестно какой диаметр имеют уже установленные. Способов определения диаметра есть несколько, но мы перечислим только самые простые:
- Вооружитесь рулеткой или летной (женщины такими измеряют талию). Оберните ее вокруг трубы и запишите замер. Теперь для получения искомой характеристики достаточно полученную цифру разделить на 3.1415 — это число Пи.
- После получения наружного диметра можно узнать и внутренний. Только для этого необходимо знать толщину стенок (при наличии разреза просто измерьте рулеткой или другим приспособлением с миллиметровой шкалой). Допустим, что толщина стенок 1 мм. Эта цифра умножается на 2 (если толщина 3 мм, то тоже умножается на 2 в любом случае) и отнимается от внешнего диаметра (18.85- (2 х 1 мм) = 16.85 мм) .
Отлично, если дома есть штангенциркуль. Труба просто обхватывается измерительными зубами. Нужное значение смотрим на двойной шкале.
Трубное крепление цилиндрической формы
Высокой прочностью и надежностью характеризуется состыковка методом скручивания, хотя этот вариант достаточно прост в использовании. Единственным недостатком является необходимость использования пакли для большей герметизации. Такая ситуация возникает очень редко, когда требуется максимальная прочность соединения.
С помощью трубной резьбы достигается герметичное скручивание не только труб, но и других тонкостенных конструкций, имеющих цилиндрическую форму. В разрезе винтовая насечка имеет вид равнобедренного треугольника, верхний угол которого равен 55. Главный параметр винтовой насечки для цилиндров – условный диаметр
Если при нанесении винтовой насечки во внимание принимается внешний и внутренний диаметр, то условный важен для качественного монтажа сантехники.
Под определением условного диаметра понимается показатель, который определяет пропускную способность трубного изделия. Измеряется данный показатель в дюймах. У каждого условного значения имеется соответствующие параметры внешнего и внутреннего диаметра.
Метод скручивания допускается использовать на трубах, диаметр которых не превышает 6 дюймов. В остальных случаях применяется сварочное оборудование.
Для транспортировки горячей и холодной воды в большинстве случаев используются чугунные трубы с трубной резьбой из стали. Объясняется это качественными характеристиками материала. Чугунные изделия более хрупкие, стальные – более прочные, что способствует повышению качества креплений. Допускается нанесение цилиндрических насечек на трубные изделия, имеющие диаметр от 1/16 до 6 дюймов.
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Типы
Характеристики
Как выглядит резьба, знает каждый – это последовательность винтовых канавок, которые имеют постоянную величину шага и сечения. Она может быть нанесена на поверхность цилиндрической либо конической формы.
Что касается труб, то нарезка может использоваться в изделиях самого разного назначения, для обеспечения разборного монтажа трубопровода. Чаще всего она встречается в бытовых системах водоснабжения и отопления.
Типы диаметров
Основными ее характеристиками являются следующие показатели:
- Расположение;
- Единица измерения размеров;
- Направление;
- Профиль резьбообразующей поверхности;
- Число заходов.
Следует отметить, что резьбовое соединение труб – это достаточно обособленная группа стандартов, которая регламентируется по ГОСТу 6357-81.
Схематическое обозначение трубной резьбы на чертеже
Дюймовая
Дюймовая резьба применяется на металлических трубах, а также металлических и пластиковых трубных фитингах разборного типа. Согласно ГОСТ, основными ее характеристиками является шаг и диаметр.
Причем, под этим параметром может пониматься:
- Наружный диаметр – расстояние между верхними противоположными точками, расположенными на вершинах гребней.
- Внутренний – расстояние между нижними противоположными точками, расположенными на впадинах канавок.
Разницей этих параметров определяется высота профиля.
Цилиндрическая дюймовая нарезка
Шаг, как не сложно догадаться – это расстояние между соседними витками. Данный параметр всегда одинаковый на всем резьбовом участке. Все размеры в данном случае обозначаются в дюймах.
В таблице ниже приведены размеры трубной резьбы в мм:
| Диаметр в дюймах | Наружный диаметр трубной резьбы в миллиметрах | Шаг |
| 2 | 59,616 | 2,309 |
| 1 3/4 | 53,748 | |
| 1 1/2 | 47,805 | |
| 1 3/8 | 44,325 | |
| 1 1/4 | 41,912 | |
| 1 1/8 | 37,898 | |
| 1 | 33,250 |
В быту чаще всего используют трубы с такими типами нарезки:
- С шагом 14 ниток на дюйм: диаметром 3/4″;
- 1/2″.
11 ниток на дюйм:
- диаметром 1 1 – 4;
- 1″;
- 2″;
- 1 1/2″.
На фото – переходник с метрической нарезки на дюймовую
Метрическая
Основные характеристики метрической нарезки, такие же, как и у дюймовой – диаметр и расстояние между витками. Но, в таком случае, чем отличается метрическая резьба от трубной?
На самом деле различий совсем немного, основные из них заключаются в следующих моментах:
- Форма профиля гребня. У дюймовой профиль более «острый».
- Размеры в метрическом исполнении указываются в миллиметрах. Правда, для удобства, можно выполнить перевод трубной резьбы в мм.
- Шаг в дюймовом исполнении считается не в мм, а в нитках – количестве канавок, которые помещаются на дюймовом мерном отрезке. К примеру, в стандартных водопроводах существует два варианта «шага»: на 11 ниток (2,31 мм);
- на 14 ниток – (1,8 мм).
В остальном же трубная и метрическая резьба не отличаются.
Резьбометр
ОБОЗНАЧЕНИЯ РЕЗЬБЫ
4.1. В условное обозначение трубной цилиндрической резьбы должны входить:
— буква G
, обозначение размера резьбы и класс точности среднего диаметра. Условное обозначение для левой резьбы дополняют буквамиLH. Примеры условного обозначения резьбы:
— класса точности A
G
11/2 —А — левой резьбы класса точности B:
G
11/2LH —В 4.2. Длина свинчивания N
в обозначении резьбы не указывают.
Длина свинчивания L
указывают в миллиметрах.
Пример:
4.3. Посадка обозначается дробью, в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе — обозначение класса точности наружной резьбы.
Примеры:
G
11/2 —А /АG
11/2LH —A /В 4.4. Соединение внутренней трубной цилиндрической резьбы класса точности А по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211 обозначают следующим образом:
Пример:
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
- коническая;
- дюймовая.
Первый тип — спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.
Второй тип — это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип — это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.
В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.
На что еще стоит обратить внимание
Сегодня существует такая проблема, как несоответствие написанного действительности. Это же касается и рассматриваемого вопроса. Дело вот в чем. Например, есть обозначение винтового стыка как ½ дюйма. По логике вещей, переводя этот показатель в метрическую систему должны получить отверстие диаметром в 12,7 мм. Но на самом деле на трубе написано 20,95. Это несоответствие возникает потому, что в дюймовой нарезке указывается проходное отверстие, а не наружный диаметр.
Если добавить толщины стенок, то в итоге можно получить то самое завышенное число в метрической системе. Условно можно положить, что один дюйм трубы составляет примерно 33,25 мм, то есть стандартные 25,4 и плюс еще две стенки по 3,92. Желательно это учитывать при выборе необходимого материала.
Вывод: В тексте представлены всего два вида – BSPP и BSPT соответственно, которые являются основными. Кроме них существуют такие виды, как NPSM и NPT. Есть и еще одна, которая создана для постоянно скручивающихся и раскручивающихся частей. Ее обозначение Кр. Существует так же трапециевидная, прямоугольная и многие другие.
Дюймовые конические резьбы
Если требуется какая-то более прочная скрутка, то для этой цели оптимально подойдет коническая дюймовая насечка. Такую спираль используют чаще всего в трубопроводных магистралях с высоким давлением транспортируемой среды – газа или жидкостей. Также коническая нарезка хорошо зарекомендовала себя при скручивании металлических труб в подземных трассах магистралей, прокладываемых с большим заглублением.
При применении конических насечек места соединений должны обязательно герметизироваться мастиками, битумом или клеевыми составами. Обозначение для наружной винтовой конической нарезки – символ «R», внутренняя насечка обозначается группой символов «Rc». Конусообразная резьба выполняется на элементах конструкций, у которых конечный диаметр меньше начального, то есть, имеет в разрезе вид конуса. Именно из-за конусообразного тела изделия при скручивании элементов резьба деформируется, сжимается и расплющивается, что способствует наибольшей надежности соединения стальных или чугунных конструкций.
С помощью конусной дюймовой насечки соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.
Отличия метрической и дюймовой резьбы. Элементы резьб
Метрический и дюймовый крепеж – это крепеж, который распространен на территории Великобритании и Америки, а так же стран содружественных с ними.
Дюймовый крепеж имеет отличительный внешний вид (от метрического) за счет шага резьбы (UNC и UNF), мерой длины является – дюйм, а угол при вершине 55° или 60°.
Метрический крепеж имеет более широкую сферу производства, измеряется в миллиметрах и имеет угол при вершине только 60°.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и aдюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
Метрическая резьба (рис. 1)
Имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом.
За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20.
Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
Дюймовая резьба (рис. 2)
Дюймовая резьба (рис.
2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта – британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF).
Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) – штpихи (“) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Точность и поле допуска метрической резьбы
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H |
Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| UNC № 1 | 1.854 | 64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ | 50.8 | 4 1/2 |
Резьба может быть внутренней и наружной.
- На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
- В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
- шаг резьбы – расстояние между вершинами или основаниями двух соседних витков;
- глубина резьбы – расстояние от вершины резьбы до ее основания;
- угол профиля резьбы – угол, заключенный между боковыми сторонами профиля в плоскости оси;
- наружный диаметр – наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
-
внутренний диаметр – расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
Моменты затяжки крепежныйх изделий с дюймовой резьбой стандарта США
Материалы подготовлены специалистами компании «Трайв-Комплект». При копировании текстов и других материалов сайта – указание ссылки на сайт www.traiv-komplekt.ru обязательно!
14658913.02.2008
Возврат к списку
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Трубная цилиндрическая резьба: сферы применения и маркировка
Для стыковки металлических труб при сборке трубопровода можно использовать два основных способа: сварка труб, которая выполняется при наличии специальной аппаратуры и определенных навыков, и резьбовое соединение. Для резьбового соединения на трубу наносится трубная цилиндрическая резьба, позволяющая достичь при сборке трубопровода максимального уровня герметичности. Что собой представляет цилиндрическая резьба, как она наносится и обозначается, читайте далее.
Цилиндрическая резьба на трубе
Размеры и обозначение резьбы
Трубная резьба цилиндрическая преимущественно применяется при сборке бытовых и промышленных трубопроводов разного назначения: водопровода, газопровода, отопительной системы и так далее.
Размеры резьбы
Цилиндрическая резьба наносится в соответствии с ГОСТ 6357-81 и имеет следующие характеристики:
- профиль резьбы представляет собой равнобедренный треугольник, угол вершины которого составляет 55º. Для возможности обустройства максимальной герметизации концы и впадины профиля слегка закруглены;
Чертеж профиля цилиндрической резьбы
- резьба может иметь диаметр от 1/16 до 6 дюймов. Наиболее востребованными размерами при изготовлении бытовых систем водоснабжения и газоснабжения является 1″ и 1 ½». В зависимости от основного диаметра регламентируются и такие параметры, как:
- внутренний диаметр;
- внешний диаметр;
- высота профиля;
- шаг резьбы;
- число витков на 1 дюйм;
Таблица соотношения основного и дополнительных параметров
- длина свинчивания резьбы может быть нормальной (имеет обозначение N) и длинной (обозначается буквой L). Параметр не имеет четких размеров и может варьироваться в заданных пределах;
Параметры длины свинчивания разных видов
- резьба изготавливается двух классов точности: А и В. для каждого класса установлены индивидуальные допуски отклонений заданных диаметров.
Маркировка
Все основные параметры резьбы указываются на маркировке, которая также наносится в соответствии с ГОСТ 6357 – 81. В маркировке указываются:
- наименование резьбы. Цилиндрическая трубная резьба в соответствии с международными нормами обозначается буквой G;
- условный диаметр (в дюймах);
- вид резьбы. Если нанесенная резьба является левой, то маркировка дополняется буквами LH;
- класс точности резьбы;
- длину свинчивания (в мм), при условии, что резьба изготовлена с длинной длиной (L). Нормальный показатель параметра (N) на маркировке не указывается.
Примеры обозначений цилиндрической резьбы
Способы нанесения резьбы
Нарезка резьбы на трубу в зависимости от размеров, необходимой точности и иных параметров может быть произведена одним из следующих способов:
- резцами, установленными на токарно-винтовых станках. Таким способом можно нанести внешнюю резьбу любого диаметра и внутреннюю резьбу диаметром более 12 мм. Основными преимуществами данного метода является высокая точность изготовления и простота выполнения работы. Однако использование резцов не отличается высокой производительностью и преимущественно используется при выполнении индивидуальных или мелкосерийных заказов;
Процесс нанесения резьбы резцом
Подробнее с процессом нарезки резьбы на токарно-винтовом станке можно ознакомиться на видео.
- нарезание метчиками и плашками. Такой способ преимущественно применяется при выполнении индивидуальных работ в бытовых условиях, например, при создании частной системы отопления жилого дома. Производительность данного метода максимально низкая, но полученная резьба, при правильном выполнении работы, получается максимально точной;
Использование плашек для нанесения резьбы
- накатыванием. Промышленный способ нанесения резьбы, который заключается в деформации обрабатываемой поверхности. Благодаря свойствам резьбонакатных станков получаемая резьба отличается высокой точностью;
Промышленный способ нанесения резьбы
- фрезерованием, производимым на специальных резьбофрезерных станках. Производительность такого способа небольшая, также как и точность полученной резьбы;
Нанесение резьбы резьбофрезерным станком
- шлифованием. Данный способ отличается самой высокой точностью. Для нанесения точной резьбы требуется от 2 – 4 циклов работы, что приводит к нижайшей производительности. Однако изготовить такие детали, как калибр, резьбовой ролик, резьбовая пробка и так далее иными способами невозможно.
Изготовление точной резьбы
Независимо от выбранного метода изготовления, основные параметры трубной цилиндрической резьбы должна соответствовать ГОСТ 6357-81.
См. также
- Резьба
- Резьбовое соединение
| 10000 по 19999 | 10006 • 10118-3 • 10160 • 10161 • 10165 • 10179 • 10206 • 10303 • 10303-11 • 10303-21 • 10303-22 • 10303-238 • 10303-28 • 10383 • 10487 • 10585 • 10589 • 10646 • 10664 • 10746 • 10861 • 10957 • 10962 • 10967 • 11073 • 11170 • 11179 • 11404 • 11544 • 11783 • 11784 • 11785 • 11801 • 11898 • 11940 • 11941 • 11941 (TR) • 11992 • 12006 • 12164 • 12182:1998 • 12207:1995 • 12207:2008 • 12234-2 • 13211 (, ) • 13216 • 13250 • 13399 • 13406-2 • 13407 • 13450 • 13485 • 13490 • 13567 • 13568 • 13584 • 13616 • 14000 • 14031 • 14396 • 14443 • 14496-10 • 14496-14 • 14644 (, , , , , , , , ) • 14649 • 14651 • 14698 • 14698-2 • 14750 • 14882 • 14971 • 15022 • 15189 • 15288 • 15291 • 15292 • 15408 • 15444 • 15445 • 15438 • 15504 • 15511 • 15686 • 15693 • 15706 • 15706-2 • 15707 • 15897 • 15919 • 15924 • 15926 • 15926 WIP • 15930 • 16023 • 16262 • 16750 • 17024 • 17025 • 17369 • 17799 • 18000 • 18004 • 18014 • 18245 • 18629 • 18916 • 19005 • 19011 • 19092-1 • 19092-2 • 19114 • 19115 • 19439 • 19501:2005 • 19752 • 19757 • 19770 • 19775-1 • 19794-5 |
| 20000+ | 20000 • 20022 • 21000 • 21047 • 21827:2002 • 22000 • 23008-2 • 23270 • 23360 • 24613 • 24707 • 25964-1 • 25178 • 26000 • 26300 • 26324 • 27000 series • 27000 • 27001 • 27002 • 27003 • 27004 • 27005 • 27006 • 27007 • 27729 • 27799 • 29199-2 • 29500 • 31000 • 32000 • 38500 • 42010 • 50001 • 80000 |
| См. также:
Все статьи, начинающиеся с «ISO» |
Способы нарезки резьбы на цилиндрических поверхностях
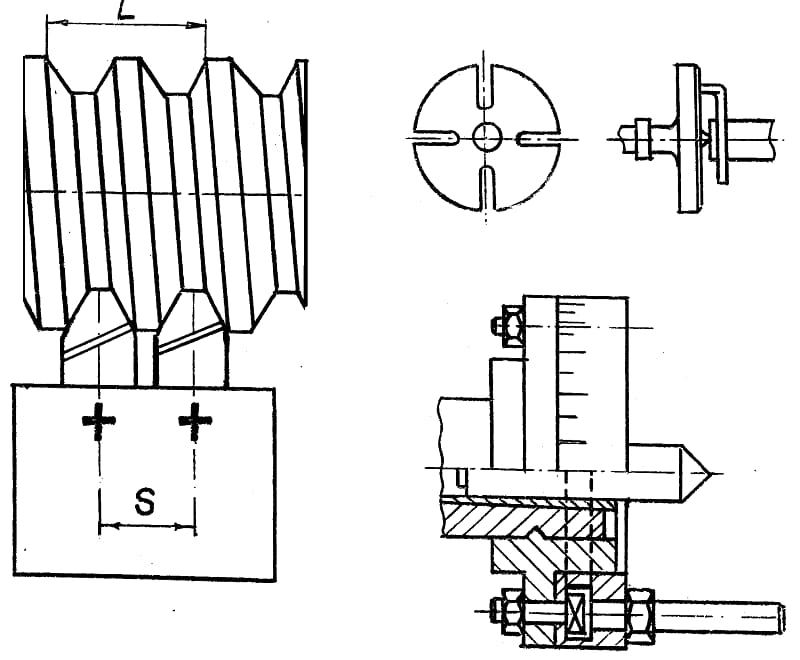
Независимо от размера исходной заготовки, резьба дюймовая трубная цилиндрическая нарезается (внутри или на стенках изделия) либо вручную, либо механическим способом.
Для механического способа нарезания резьбы нужен токарно-винторезный станок. Заготовка вставляется в патрон станка, а в суппорте располагается «внутренний» или «наружный» резьбовой резец. Причем «наружный» режущий инструмент фиксируют в плоскости перпендикулярной оси вращения заготовки, а «внутренний» — в плоскости параллельной оси будущей детали.
Угол профиля зависит от угла резания инструмента, глубина профиля выставляется поперечной подачей, а шаг – продольной подачей, замкнутой на резьбовую направляющую. И при должной внимательности нарезать резьбу может даже начинающий токарь.
Кроме того, резьбу можно просто накатать особыми вальцами на поверхности заготовки. Причем этот способ позволяет развальцевать резьбовую канавку за меньший промежуток времени, чем это сделал бы резец. Поэтому накатку резьбы выполняют в процессе изготовления труб на прокатном стане. Для ручного нарезания резьбы нужны два инструмента: плашка и метчик. Плашка накручивается на внешнюю поверхность, нарезая наружную резьбы. Метчик вкручивается в заготовку, образуя внутреннюю резьбовую канавку.
Разумеется, оба способа требуют от исполнителя не только силы, но и опыта. Однако, несмотря на трудоемкость процесса, нарезание резьбы метчиком или плашкой практикуется каждым сантехником, взявшимся за монтаж стальных трубопроводов.