Ручная дуговая сварка
Содержание:
- Классификация основных видов сварки плавлением
- Как работает электрическая сварка
- Главное – дуга
- Разновидности швов
- Снег, дождь и ветер
- От чего зависит качества сварных швов
- Виды по признакам
- Плюсы и минусы ручной сварки
- Что варим с помощью РДС
- Подбор сварочных параметров
- Технология сварки
- Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация основных видов сварки плавлением
В зависимости от способа передачи тепла методы делятся на газовые и электрические. Последняя технология, в свою очередь, имеет несколько разновидностей.
Плазменная
Для нагрева используется укороченная дуга. Носителем энергии является электрический разряд. Металл разогревается благодаря воздействию ионизирующего газа. Для запуска процесса требуется повышение температуры до +5500 °С. Принцип действия метода основан на расплавлении материала потоком плазмы, вырабатываемой плазмотроном. Дуга окружена газом, который быстро ионизируется. Заряженные частицы формируют направленный поток. Метод применяют для сварки заготовок из:
- вольфрама;
- молибдена;
- никелевых сплавов;
- нержавеющих сталей.
Плазменная сварка может использоваться для соединения и резки металлических листов толщиной до 1 см.
Плазменная сварка.
Газовая
Сварка с плавным нагревом используется для скрепления медных, алюминиевых, чугунных, стальных заготовок. Расстояние между соединяемыми деталями заполняют присадочным материалом, который плавится вместе с краями элементов конструкции. Стык прогревают горелкой, пламя в которой образуется при поджигании смеси кислорода и другого газа:
- водорода;
- пропана;
- бутана;
- ацетилена;
- бензиновых или керосиновых паров.
Газовая сварка.
При газовой сварке не используется электрическая энергия, поэтому работы можно выполнять в любых условиях. Недостатком считается невозможность скрепления толстых деталей.
Дуговая
Нагрев металла осуществляется за счет дуги, возникающей при прохождении тока через детали и электрод. Из расплавленных краев заготовок и присадочного материала формируется сварочная ванна. После остывания жидкого металла образуется сварной шов. Способы дуговой сварки классифицируют по таким характеристикам:
- вид электрода (неплавящийся, плавящийся);
- тип тока (постоянный, переменный, с прямой или обратной полярностью);
- уровень механизации (автоматическая, ручная, полуавтоматическая);
- вид дуги (прямая или косвенная);
- способ защиты рабочей зоны (флюсы, использование покрытых электродов или инертного газа).
Присадочный материал должен быть выполнен из того же металла, что и заготовка. При невозможности определения марки стали приобретают переходные электроды. Их же используют для сварки деталей из разнородных сталей. В качестве неплавящихся электродов применяют угольные, вольфрамовые или графитовые стержни.
Дуговая сварка.
Лазерная
Разогрев кромок происходит под воздействием луча. Лазерная сварка считается самым точным методом формирования сложных конструкций.
Лазерная сварка подходит для работы с драгоценными и цветными металлами, нержавеющей сталью, титаном. К преимуществам метода относятся:
- отсутствие нагрева прилежащих к шву областей, минимизирующее вероятность деформации;
- возможность работы в труднодоступных местах;
- перевод аппарата в режим резки без использования дополнительных модулей;
- возможность работы без газовой среды и флюса.
Лазерная сварка.
Недостатками считают низкий КПД, высокую стоимость оборудования.
Электрошлаковая
Для плавления металла используется энергия, выделяемая при прохождении тока через слой жидкого шлака. Заготовки устанавливают вертикально, с небольшим расстоянием.
Сварочная ванна поддерживается ползунами. Они перемещаются по мере формирования шва. Электрошлаковая технология применяется для соединения габаритных элементов из никелевых, медных и титановых сплавов. Преимуществом считается формирование шва любой толщины за 1 проход.
Электрошлаковая сварка.
Индукционная
Заготовка нагревается под воздействием электромагнитной индукции. Для этого применяют высокочастотные токи, проникающие в металл. Шов формируется за несколько секунд. Длительность нагрева не зависит от толщины заготовок или теплопроводности материала. Такая сварка чаще всего применяется для соединения элементов стальных трубопроводов.
Индукционная сварка.
Электронно-лучевая сварка
Источником высокой температуры становится сфокусированный луч, вырабатываемый специальной пушкой. Процесс ведется в вакуумной камере. Плавлению способствует интенсивная бомбардировка металла движущимися с высокой скоростью электронами. Кинетическая энергия частиц при ударах преобразуется в тепловую. Металл расплавляется, образуется шов. Метод распространен в приборостроении, авиации, космической отрасли.
Электронно-лучевая сварка.
Как работает электрическая сварка
Для получения необходимого тепла, которое позволяет осуществить расплавление основного металла и электродного стержня, принято использовать метод образования электрической дуги. Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе.
Для поддержания эффекта электрической дуги электрод и свариваемый элемент постоянно поддаются воздействию электрической энергии от специального прибора. Под воздействием температуры электрической дуги края свариваемой заготовки (вместе с металлом электрода) начинают плавиться. Температурные показатели внутри дуги достигают 4000 градусов Цельсия. В подобной ёмкости происходит соединение металлической заготовки с электродом. В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
Главное – дуга
Суть или технология ручной дуговой сварки – это формирование правильной и устойчивой дуги между концом электрода и сварочной ванной. Поджечь дугу быстрым касанием, чтобы она сразу загорелась и стабильно горела в дальнейшем – одно дело.
Правильно держать и вести электрод, соблюдая стандарты высоты расходника над поверхностью, скорости ведения электрода вдоль шва и много чего еще – дело другое. Знать нужно немало, уметь – тоже. Ну так современная сварка – тоже не погулять выйти, это поле с профессиональными игроками и высокой конкуренцией.
Здесь на художественной самодеятельности никто больше не проедет. Так что давайте повторять и разбираться в деталях и нюансах современной РДС.
Основные действия с помощью электродержателей:
- подача электрода в рабочую зону;
- поджиг электрической дуги;
- перемещение расходника вдоль кромок деталей;
- поддержка стабильного горения дуги.
Чертеж ручной дуговой сварки.
Итак, мы подожгли дугу касанием и отвели электрод на небольшое расстояние от свариваемой поверхности. Стержень электрода начинает плавиться от действия высокой температуры. Именно их этого плавящегося стержня формируется тот самый сварочный шов, ради которого затеяна вся суета вокруг.
Вместе с металлическим стержнем электрода плавится его специальное покрытие, хитрый состав которого образует защиту шва шлаком и газом от окисления. Сразу же после того, как погаснет дуга, шлак удаляется с поверхности рабочего участка.
Сварочный шов какой угодны для не получается из-за ограниченной длины электрода: как только стержень оплавится до конца, процесс нужно останавливать, чтобы его поменять
А такого рода перерывы неважно сказываются на качестве шва: из-за них в шве попросту образуются дефекты
Все это необходимо для оптимизации горения дуги и протяженности непрерывного шва – «не больше и не меньше, а в самый раз» – вот главное правило, которое, пожалуй, требует технология дуговой сварки.
Разновидности швов
С самого начала стоит указать, что сварные швы и сварные соединения — это не совсем одно и то же (во всяком случае, на этом настаивает ряд специальных изданий; другие эксперты смешивают их между собой). Простейшее определение говорит, что сварочный шов — это любое неразъемное соединение, выполненное при помощи сварки. Другой подход говорит, что это место, где связаны как минимум 2 детали в процессе кристаллизации и/или пластической деформации вещества. Так или иначе, сварочные швы принято классифицировать по ГОСТ, принятому еще в 1980 году. Стыковые соединения отличаются большой популярностью, и именно их применяют, когда нужно приваривать листы металла либо торцы труб.
Важнейший момент в таком случае — жесткое закрепление деталей, между которыми сохраняется только промежуток 1—2 мм. В это пространство изливается расплавляющийся металл, и поэтому происходит соединение. Всего в сварочной литературе описано 32 типа стыковых швов. При работе с тонким металлом подготовка швов совсем не обязательна, главное – чтобы толщина изделий не превышала 4 мм. С листами от 4 до 12 мм включительно допускается односторонняя и двусторонняя обработка, однако перед ней края полагается зачищать.
Листы толще 12 мм варят строго с двойными швами. Их геометрия может напоминать только букву X. Теоретически сварщик может, конечно, использовать зачистку кромок по схемам V и U, однако это увеличивает затраты металла, тормозит работу и вынуждает перерасходовать плавкие электроды. Довольно широко, пусть и в меньшей степени, чем стыковые, применяются тавровые швы. При осмотре условного разреза на схеме они схожи с буквой Т. Достигается этот результат привариванием торца к боковине, преимущественно в перпендикулярных плоскостях. Государственному стандарту соответствуют 9 типов тавровых стыков. В любом случае они должны производиться путем глубокого плавления. Тавровую сварку можно вести и вручную, однако при этом придется тщательно обрабатывать кромки.
Спорное место — классификация угловых швов. Часть источников утверждает, что это все те же тавровые соединения. По форме они близки к букве Г либо к букве У. Важная тонкость: тщательный контроль над перемещающимся электродом, потому что иначе добиваться правильного угла наклона, исключающего стекание металла с угла, не получается. Хороший угловой шов всегда отличается однородным заполнением.
Массово в сварочной практике выполняются и швы внахлест. Суть в том, что соединяемые поверхности идут параллельно, с частичным перекрытием. На таком примере часто обучают начинающих сварщиков. Толщина швов внахлест не может превышать 8 мм, и такое же требование предъявляется к самому металлу. Нормальный угол наклона электродного инструмента составляет не менее 15 и не более 45°. Швы могут классифицироваться еще и по расположению в пространстве. Любой сколько-нибудь опытный сварщик всегда старается выбирать нижнее соединение. Оно максимально удобно и облегчает контроль над металлической ванной. Новичкам тем более стоит начинать именно с подобной методики. Горизонтальный шов плох тем, что в силу всемирного тяготения металл ползет вниз.
Варить его можно слева направо либо справа налево — по желанию. А вот наклон электрода стараются увеличить до максимума. Смотрят при этом, разумеется, на необходимые параметры электропитания и темп работы.
При создании вертикального соединения сползать будет не вся ванна сразу, а отдельные капли. Неплохим выходом оказывается укорачивание дуги. Вертикальное сваривание сверху вниз применяется не так часто, как снизу наверх, поскольку требует скрупулезного отслеживания состояния ванны. Самыми сложными даже опытные профессионалы считают потолочные швы. Сделать их как следует — признак настоящего мастерства. Работа ведется строго под углом 90°, дугу стараются укоротить, а скорость ее движения выдерживать на постоянном уровне. По возможности стоит таких стыков вовсе избегать, так как они слишком неудобны и ненадежны, даже когда работа выполнена безукоризненно.
Соединения при сварке отличаются и по виду контура. Продольный тип заставляет очень тщательно готовить металл. Категорически нельзя оставлять даже единичные заусенцы, кромки и прочие неровности.
Снег, дождь и ветер
Варить можно хоть на потолке, то есть в любом положении. Но если есть возможность выбирать, удобнее работать все-таки в нижнем положении. Здесь можно и электрод взять побольше, и ток пустить посильнее, чтобы варилось мощно и быстро.
Если же вам приходится варить на потолке или располагаясь вертикально, бодрой и быстрой сварки у вас не получится: сварочная ванна будет маленькой, диаметр у электрода будет очень скромным, скорость работы снизится на порядок.
Единственное, что понадобится в обязательном порядке – это электропитание с его источником и кабелем. Длина кабеля – вопрос серьезнейший. Источник электричества может быть удален как угодно, но все дело в том, что чем кабель длиннее, тем больше он греется и, соответственно, повышаются тепловые потери.
Иногда используют генераторы на бензине или дизельном топливе. Ну а если вокруг вас снег, дождь, ветер и прочие природные напасти, защищайте рабочую зону, ведь вам нужно прежде всего ровное стабильное пламя дуги.
От чего зависит качества сварных швов
О качестве сваривания судят по провару – степени проваривания шва. Провар вычисляется следующим образом: берётся толщина шва и делится на его глубину. Чем больше глубина сварного шва, тем он должен быть уже.
Но толщина шва от этого не зависит. На нее оказывает влияние тип тока. Узкие швы даёт постоянный ток, а широкие – переменный.
Кроме того, параметры шва зависят от сечения электрода. Чем крупнее размер, тем более широким получится шов.
Последним фактором, который влияет на качественные характеристики шва, а точнее на его толщину, является напряжение дуги. Высокое напряжение даёт шов большей толщины и наоборот.
В заключение отметим, что, задумавшись о покупке аппарата ручной дуговой сварки, не следует жалеть времени на самостоятельное обучение работе на сварочном оборудовании. Информация никогда не бывает лишней. Удачи!
Виды по признакам
Существуют разнообразные вилы сварки металла, которые различаются по основным признакам:
- Способ защиты сварочной ванны расплавленного металла от воздействия на него посторонних факторов. В качестве защиты может выступать покрытие электрода, газ, флюс, вакуум, воздух, пена и комбинированные разновидности защиты.
- Нуждается ли процесс в прерывании. Некоторые металлы и заготовки можно варить сразу от начала и до конца одним швом, но встречаются и такие, для которых процесс нужно прерывать, чтобы не было образования брака. Это может случиться при сваривании тонких листов, так как они могут деформировать от перепада температур и так далее.
- Степень механизации, что больше зависит от аппарата, с помощью которого проводится сам процесс. Выделяют автоматические, автоматизированные, механизированные и ручные разновидности. Они могут применяться для одних и тех же видов металла. К примеру, сварка чугунного блока двигателя может производиться как в автоматическом, так и в ручном режиме.
- При использовании в качестве защиты газа, выделяют еще разновидности по типу этого газа. Он может быть инертный или активный, в зависимости от рабочей среды и типа металла.
- Характер защиты материала в зоне сваривания. Это может происходить в контролируемой атмосфере или с использованием струйной защиты.
Таким образом, исходя из этих параметров, каждый который может меняться, вытекает все разнообразие современных методов. Некоторые методы сварки металла относятся только к производственным или перешли в сферу домашнего применения, но они всегда поддерживаются инфраструктурой, помимо сильно устаревших, у которых есть более удачные современные аналоги.
Плюсы и минусы ручной сварки
Если вы намерены купить сварочное оборудование, обратите внимание на тот факт, что стоимость такой продукции напрямую зависит от опций и функциональных возможностей. Среди основных функций, которые предусмотрены в моделях ручного типа, выделяют такие:
- Возможность проводить сварку во всех пространственных направлениях.
- Сварка элементов в труднодоступных местах.
- Возможность относительно быстро поменять свариваемый материал.
- Обработка различных видов стали, что связано с наличием обширного спектра выпускаемых электродов.
- Простота в уходе и эксплуатации. Освоить такое оборудование может любой желающий человек.
- Простота транспортировки. За счёт компактных габаритов подобные приборы очень легко транспортируются.
Что касается слабых сторон, то они представлены следующими минусами:
- Ряд вредных условий, которые возникают в процессе сварки.
- Вероятность низкого качества конечного изделия при недостаточной квалификации оператора.
- Низкий коэффициент полезного действия и относительно небольшая производительность, если сравнивать систему с другими сварочными решениями.
Однако, если ответственно подойти к вопросу изучения определенных навыков, вы сможете успешно проводить множество важных мероприятий для своей дачи, гаража или загородного особняка. Как только вы разберетесь с основными принципами технологии дуговой сварки, это откроет вам широкое поле для реализации своей фантазии.
https://youtube.com/watch?v=eNo05v10ToM
Что варим с помощью РДС
Да практически все. Если говорить о сталях, то это и легированные, и нелегированные марки. Правда, есть ограничения в толщине, он должна быть не больше до 5-ти см. Слишком тонкие листы металла тоже не пойдут: если заготовка тоньше 1,5 мм, металл при РДС мгновенно прогорит.
Больше всего РДС подходит для работы с заготовками толщиной от 3,0 до 20,0 мм.
Где ручная дуговая только не применяется, вот только некоторые из примеров:
- производство труб самого разного вила и назначения;
- машиностроение;
- судостроение;
- все ремонтные работы на многочисленных СТО;
- все виды коммунальных работ, где необходимо соединение металлов.
Подбор сварочных параметров
Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для — инверторы.
Для сварки с помощью электричества, вне зависимости от способа, действует прямая пропорциональная зависимость: чем толще металл, тем больше должна быть сила тока при фиксированном напряжении. Для сравнения: листы толщиной 3 мм варят током 175-185 А, 5 мм — не менее 200 А, 10 мм — 300-330 А.
Но при этом очень большое значение имеет также толщина сварочного электрода, и его соответствие по химическому составу тому металлу, который предполагается обрабатывать.
Стандартный электрод для дуговой сварки имеет толщину 3 мм. Он пригоден для сваривания деталей с толщиной кромок 2-3 мм. Для более толстого металла можно руководствоваться правилом, что диаметр электрода должен быть на 1-2 миллиметра меньше толщины металлических пластин, которые с его помощью предполагается соединить.
Максимальная толщина электродов, выпускаемых промышленностью, составляет 6 мм. Они пригодны для сварки десятимиллиметровых стальных листов.
Каждая пачка электродов имеет свою маркировку, указывающую, для каких целей они предназначены.
Технология сварки
По положению в пространстве швы бывают таких видов:
- нижние;
- вертикальные;
- потолочные;
- горизонтальные.
Друг от друга они отличаются углами, под которыми расположена поверхность свариваемого элемента. Качество формирования шва зависит от угла наклона электрода к направлению сварки и свариваемому изделию.
Нижние швы
Стыковой шов, выполняемый в нижнем положении, получается качественным. Технология его выполнения несложная.
Однопроходная сварка с v-образной разделкой кромок проводится способом поперечных колебаний электрода на полную ширину. Дуга должна перемещаться со скоса кромок на участок необработанной плоскости металла. Трудность может заключаться в обеспечении по всей длине равномерности проварки шва. Сварка такого шва несколькими проходами лучше обеспечивает провар первого слоя.
Швы с х- или u-образной разделками кромок выполняются аналогично. Отличие – каждый последующий шов накладывают навстречу предыдущему. Сварка нижних стыковых соединений преимущественно выполняется на съемной медной или стальной подкладке. В местах поворота шов заваривается без отрыва дуги.
Угловое соединение в нижнем положении выполняется способами «в симметричную» или «несимметричную лодочку». Для качественного выполнения работы сварку ведут стержнем с опиранием козырька на кромки. При выполнении углового соединения наклонным электродом рекомендуется применять технику «углом назад».
Соединение без скоса кромок производится одним слоем поперечными движениями стержня «треугольником». Угловой шов нахлесточного соединения производится в один слой электродом диаметром до 5 мм.
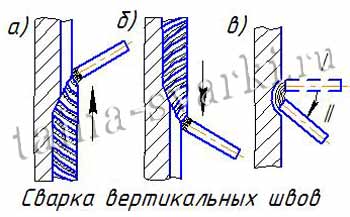
Вертикальные
Техника формирования стыковых и угловых швов – снизу вверх. Вначале создается металлическая горизонтальная площадка, сечение которой равно сечению материала шва. Движения электродом – поперечные, треугольником. При проварке корня шва рекомендуется задерживать горение дуги. Наибольший провар корня достигается при перпендикулярном положении стержня к вертикальной оси.
Вертикальную сварку в направлении сверху вниз выполняют электродами, которые дают тонкий слой шлака (целлюлозные, пластмассовые покрытия органического типа).
Потолочные
Из-за возможного вытекания жидкого металла из ванны сварка потолочных швов трудоемка. По этой причине работы выполняются короткой дугой. Характерные моменты потолочной сварки:
- снижение на 15-20% сварочного тока по сравнению с нижним положением;
- для сварки металла толщиной 8 мм и более применяют многопроходные швы;
- диаметр электродов составляет 3-4 мм;
- возможно использование метода с опиранием на покрытие стержня.
Горизонтальные
Выполнение стыковых горизонтальных швов по сравнению с вертикальными более затруднительно.
Такие швы можно выполнять стержнем, расположенным вертикально, и углом назад, углом вперед.
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.