Как правильно заточить сверло
Содержание:
- Как выполнить заточку спирального сверла
- Производители ступенчатых свёрл
- Что это такое и для чего нужно?
- Как заточить сверло по металлу: пошаговая инструкция
- Как пользоваться?
- Способы затачивания сверл
- Процесс заточки сверл по металлу
- Как выбрать конусное сверло
- Домашние станки
- Популярные производители и цены конусных сверл по металлу
Как выполнить заточку спирального сверла
По краям режущего инструмента значение скорости резания является минимальным, но нагрев режущих кромок происходит до максимальной величины. Предусмотреть отведение тепла от углов кромок довольно проблематично. В связи с этим у приспособления начинают затупляться в первую очередь углы, а далее вся режущая кромка. В последствии происходит истирание задней части, наблюдается возникновение штрихов и рисок, которые идут от режущей кромки. При постепенном износе штрихи сливаются, образовывая одну полоску, которая идет по всей длине кромки, сужаясь к центру сверла. Поперечные кромки при превышении порога износостойкости могут попросту смяться.
В случае затупления сверла начинают моментально издавать скрипящий звук. Если не провести своевременное заострение режущей части инструмента, то будет возникать усиленный перегрев, который в кратчайшее время приведет конструкцию к износу.
Чтобы облегчить контроль над геометрией приспособления следует поработать над созданием шаблона
Благодаря ему легко можно будет узнать в какой части инструмента требуется дополнительный съем металла. Для соблюдения симметрии, важно проводить затачивание каждого участка сверла с одинаковым нажимом к поверхности точила
Для работы необходимо предусмотреть наличие следующих компонентов:
- шлифовального круга;
- втулок;
- воды;
- соды;
- алюминиевых, медных или стальных листов.
Производители ступенчатых свёрл
Невысоким качеством отличается продукция произведённая в Китае (бывают исключения)
Чтобы купить хорошее конусное сверло следует обратить внимание на инструменты изготовленные в Европе и России
1. «Зубр» — ступенчатые буравы от отечественного производителя отличаются приемлемой стоимостью. Качество находится на достаточно высоком уровне.

Конусные свёрла фирмы «Зубр» могут изготавливаться из обычной инструментальной стали, так и с покрытием более износостойкими сплавами. В последнем случае цена будет значительно выше, но и качество режущей поверхности дольше будет оставаться в заточенном состоянии даже при выполнении большого объёма работ.
2. «Атака» — конические свёрла российского производства, которые по качеству, как и по стоимости, не уступают лучшим изделиям зарубежных фирм.

Отзывы о продукции данной фирмы только положительные, поэтому можно не переживать за качество, а чтобы не переплачивать следует подбирать инструмент с учётом максимального диаметра, который понадобится в работе.
3. «Bosch» — продукция этой немецкой фирмы отлично подходит для профессионалов и для работы с металлом в домашних условиях.

Маркировка диаметров на инструменте осуществляется с помощью лазерной установки, поэтому в случае долговременного использования надписи не стираются. Для увеличения скорости сверления вершина ступенчатого сверла «Bosch» затачивается крестообразно, а шлифование изделия осуществляется как в поперечном, так и в радиальном направлении.
Такая обработка инструмента позволяет при его использовании получать высококачественное отверстие, диаметр которого будет полностью соответствовать ступени изделия.
4. «Falon-Tech» — буравчики немецкой фирмы имеют дополнительное титановое покрытие, что позволяет увеличить ресурс инструмента более чем в 2 раза.

Продукция имеет лазерную маркировку диаметра и стандартный хвостовик, который идеально подходит для использования с шуруповёртом или ручной дрелью.
Несмотря на повышенное качество изделия, его стоимость остаётся на невысоком уровне. Если требуется приобрести конусное сверло для домашнего использования, то выбор изделий этой фирмы является самым оптимальным.
Заключение
Мы разобрались для чего нужно конусное сверло. Правильно подобранное изделие прослужит в течение многих лет. При работе с металлом небольшой толщины, для получения качественных отверстий, применение свёрл такой конструкции является оптимальным решением.
Что это такое и для чего нужно?
Сегодня рынок инструментов представлен большим выбором сверл от различных производителей. Вне зависимости от вида изделия предназначены для выполнения разнообразных операций по обработке металла. Преимущество ступенчатого сверла заключается в особенности его конструкции. Улучшенная прочность режущих кромок позволяет добиться длительного срока службы изделия и снижает необходимость проведения регулярного ремонта.
Конусное ступенчатое сверло – наиболее востребованный и универсальный инструмент. С его помощью обрабатывают стальные листы толщиной в 5-6 мм с целью получения надежных отверстий.
Также инструмент можно применять для работы со следующими материалами:
- пластик;
- гипсокартон;
- дерево.
Двухступенчатое сверло представляет собой специфическую насадку, используемую в различных станках. Конструкция сверла содержит рабочую часть, обеспечивающую вращение сверла, и хвостовик, имеющий форму цилиндра или шестигранника.
Рабочая область конструкции делится на 3 части:
- наконечник небольшой толщины, необходимый для организации предварительного засверливания;
- скошенные переходы, предусмотренные между ступенями (такое устройство позволяет избавиться от заусениц);
- режущий край: с его помощью происходит создание отверстий.
Хвостовик сверла может иметь разную форму. Она определяется в зависимости от области, в которой планируется использовать инструмент. Также к данной категории относят многоступенчатые сверла.
Основу формы сверла составляет конус. С его помощью получается обработать материал посредством достижения высоких скоростей, по технологии «елочка». При этом качество полученной кромки отверстия будет высоким даже в случае сверления тонкой листовой стали.
Сверла оборудованы острым наконечником, что предотвращает необходимость применения дополнительного инструментария. С помощью подобных агрегатов удается облегчить выполнение работы по обработке металла или других материалов. Приспособление используют в следующих сферах:
- строительство;
- автомобилестроение;
- ремонтные работы;
- ландшафтные работы.
Каждый режущий инструмент имеет отличительные характеристики, а также положительные и отрицательные свойства. Если рассматривать сверла, то к преимуществам подобного оборудования следует отнести следующее.
Возможность сверления отверстий с помощью одной насадки.
Устойчивость к износу.
Отсутствие необходимости кернения места сверления при выполнении поставленной задачи. Кончик сверла практически сразу врезается в материал.
Сочетание функций разных инструментов.
Плавный переход меньшего диаметра к большему
Такая опция позволяет снизить или вовсе исключить деформацию материала, что важно, когда речь заходит об обработке тонких листов.
Универсальность использования. Сверла можно применять в качестве основного оборудования на стационарном станке или на ручном электроинструменте.
Применение абразивного напыления для повышения прочности.
Отсутствие необходимости проведения регулярной заточки.
Как заточить сверло по металлу: пошаговая инструкция
В процессе использования ступенчатого инструмента происходит затупление его кромок. Вернуть им прежние характеристики позволяет заточка. Подобную работу проще всего доверить квалифицированным специалистам. Поэтому рекомендуется обращаться в специализированные мастерские, которые можно найти в каждом городе. Этот вариант имеет следующие преимущества:
- сохраняется диаметр всех уровней инструмента;
- не нарушается правильный угол режущих краев;
- исключается возможность перекаливания изделия.
Заточку сверла по металлу можно выполнить и самостоятельно в домашних условиях. Однако для этого необходимо внимательно ознакомиться с основными правилами, которым нужно следовать во время работы.
Стоит знать, что режущие края каждой ступени должны в обязательном порядке быть одинаковыми. Заточка не должна повредить их. Соблюдение точных первоначальных размеров гарантирует проведение качественной заточки. После выполнения этой процедуры угол, соответствующий плоскостям краев, должен быть таким же, как и до начала заточки.
 Для выполнения заточки сверла необходим специальный станок.
Для выполнения заточки сверла необходим специальный станок.
Перед началом такой работы нужно подготовить опорную подставку. Еще более правильный выход – зафиксировать сверло. Подвижный элемент гораздо проще повредить во время заточки
Важно запомнить, что для проведения этой процедуры применяются абразивные материалы, которые относятся к категории мелкозернистых.
Для этих целей могут использоваться различные приспособления. Заточка сверл по металлу лучше всего выполняется на станке. Данное оборудование должно содержать специальный абразивный круг. Наружная поверхность такого инструмента содержит наждачную бумагу мелкой зернистости.
Качество выполненной работы довольно просто определить
Для этого нужно обратить внимание на форму стружки, которая образуется в процессе сверления. Если заточка была произведена без ошибок, то стружка будет иметь правильные размеры.
Заточка сверла по металлу своими руками с использованием ручных приспособлений производится в том случае, когда сверло имеет прямолинейную канаву. Инструменты со спиральным каналом не рекомендуется обрабатывать без специального оборудования. Для выполнения этой операции также можно воспользоваться болгаркой и специальным кругом.
 Заточку необходимо выполнять аккуратно и правильно, чтобы не испортить сверло.
Заточку необходимо выполнять аккуратно и правильно, чтобы не испортить сверло.
Как пользоваться?
Мало подобрать сверло, важно также уметь правильно им пользоваться. Для успешной эксплуатации инструмента следует учесть несколько правил:
при выполнении поставленной задачи следует обращать внимание на прочность материала, в котором просверливаются отверстия;
если требуется сверление металлического листа толщиной более 5 мм, необходимо применять охлаждение инструмента, предотвращая его перегрев и деформацию сверла;
в процессе обработки рекомендуется избегать резких движений и перекосов, чтобы не повредить изделие и сохранить качество отверстия;
использование сверла в станке требует соблюдения определенного угла расположения конуса относительно рабочей поверхности.
Нередко во время использования сверла в случае больших объемов работ происходит снижение остроты лезвия. Тогда рекомендуется провести заточку элемента. Сразу стоит отметить, что затачивают обычно режущую кромку. Для проведения процедуры потребуется охлаждающая жидкость, которая предотвратит деформацию геометрии рабочей поверхности.
Заточку сверла следует проводить с использованием мелкозернистых абразивов. Перед этим рекомендуется надежно зафиксировать режущий элемент.


Способы затачивания сверл
Правильная заточка режущего инструмента осуществляется по задней грани. Данный процесс должен быть выполнен для каждого зубца абсолютно одинаковым образом, но стоит понимать, что выполнение подобной операции вручную практически невозможно. Кроме этого, требуется создание необходимой формы граней и задание заднего угла. В связи с этим, для правильной заточки сверл по металлу необходимо использование специальных устройств. Данные работы рекомендуется проводить посредством специального оборудования и приспособлений. Но к сожалению, домашние мастерские не оснащены профессиональными устройствами, поэтому для данный целей применяются обыкновенные точильные камни.
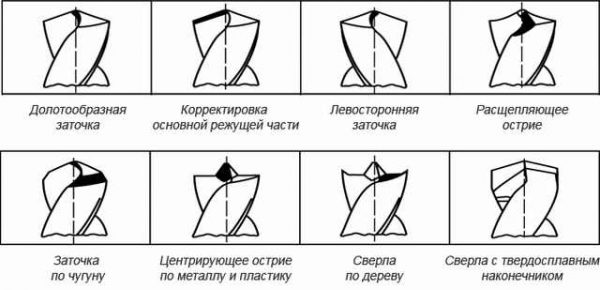
Виды и способы затачивания определяются исходя из того, какая форма должна быть обеспечена на заднем основании инструмента. Существуют следующие виды заточек:
- одноплоскостная;
- двухплоскостная;
- коническая;
- винтовая;
- цилиндрическая.
В домашних условиях ввиду потребностей и простоты самого процесса применяется одноплоскостной и конический способ.
Одноплоскостной
При таком способе основанию пера придается вид плоскости. Величина заднего угла равняется 29-30°. Он является наиболее простым и используется для инструментов диаметр которых не превышает 3 мм. Основной недостаток — возможное разрушение режущей кромки в процессе сверления. Чтобы этого избежать, заточку следует выполнять крайне аккуратно. Принцип заключается в прикладывании инструмента к точильному кругу и перемещении его в параллельном положении к точилу.
Конический
Для заточки конструкций, диаметр которых более 3 мм, стоит воспользоваться коническим способом. Он является более сложным, но вполне доступным для ручной работы. Для этого левая рука зажимает рабочую часть сверла, правая зажимает его хвостовик. После этого инструмент медленно подводится к вращающемуся точильному камню с выдержкой нужного угла. Делая легкие покачивания правой рукой, необходимо создать конус на задних гранях инструмента.
Заточка сверла осуществляется плавным и медленным движением без отрыва от поверхности круга. Сначала манипуляции выполняются для одной части приспособления, потом для другой
Важно правильно выдерживать углы заточки и форму на задних гранях. Для проверки полученного значения можно использовать угломер или шаблон
Процесс заточки сверл по металлу
Заточку сверла следует производить последовательным образом, сперва обрабатывая заднюю поверхность
Выполняется процедура максимально осторожно, несколькими приемами. Инструмент должен плотно прижиматься к точильному кругу
При коническом способе, особое значение стоит уделять величине затачиваемого угла, он не должен изменяться.
Если получиться, то можно постараться выдержать форму на заднем основании приспособления, которая была обеспечена в процессе заводского производства инструмента. Это позволит сохранить задний угол на каждой из граней. В итоге задняя поверхность должна стать в форме правильного конуса, если смотреть на сверло с боковой стороны.
Затем выполняется обработка режущей части сверла. На этом этапе выдержка угла также должна быть максимально обеспечена. Окончательную доводку задних поверхностей выполняют только после этого этапа
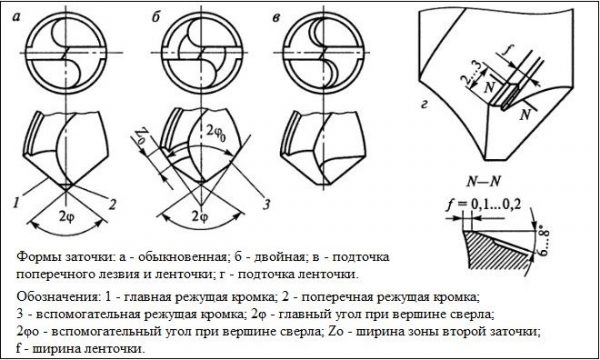
Важно обращать внимание на перемычку, которая расположена на кончике инструмента. Если сверло обработано правильно, то ее размеры не должны превышать 0,4 мм, если диаметр сверла менее 8 мм. Необходимо следить за перемычкой, она располагается на самом кончике сверла
У более крупных приспособлений перемычка может достигать 1-1,5 мм
Необходимо следить за перемычкой, она располагается на самом кончике сверла. У более крупных приспособлений перемычка может достигать 1-1,5 мм.
Также во время рабочего процесса не должен происходить перегрев сверла, это может спровоцировать послабление стали. В результате произойдет размягчение металла и потеря твердости.
При ручном затачивании изделий важно придерживаться следующих правил:
- за один проход нужно снимать небольшой слой стали;
- заточка должна производиться на минимальной скорости вращения шлифовального круга;
- приспособление не должно перегреваться до такой степени, чтобы его невозможно было держать в руках.
Как выбрать конусное сверло
Косвенным признаком качественного изделия будет являться его цена. К тому же по цвету металла можно будет сказать из материала и какой прочности изготовлен буравчик.
Ступенчатые изделия можно разделить по цвету на несколько групп по качеству:
- Серый цвет говорит, что изделие сделано из стали, которая не подвергалась дополнительной обработке. Такие изделия имеют невысокую прочность.
- Чёрный цвет указывает на закалку перегретым паром. Качество будет немного выше чем у серых собратьев, но и стоимость отличается в большую сторону.
- Тёмно-золотистый цвет получается, если инструмент подвергался высокотемпературному отпуску. Процедура позволяет убрать чрезмерное напряжение в металле, что положительно сказывается на эксплуатационных характеристиках изделия.
- Если конусное сверло имеет ярко-золотистый цвет, то по этому признаку можно идентифицировать наличие износостойкой поверхности состоящей из нитрида титана. Тип материала является самым
прочным, но и стоимость будет в несколько раз выше, в сравнение с дешёвыми аналогами.
Кроме качества материала на финальную стоимость будет влиять диаметр приобретаемого инструмента.
Например:
- качественное ступенчатое сверло по металлу 4-32 мм будет стоить не менее 1000 рублей;
- если не требуется сверлить отверстия большого диаметра, то можно приобрести сверло 4-20 мм, стоимость которого при равном качестве будет примерно 500-600 руб.
Видео:
Какие лучше ступенчатые сверла по металлу можно определить по отзывам в сети Интернет. Качественную информацию получить можно на специализированных форумах, где общаются специалисты применяющие конусные изделия в ежедневной работе.
Заточка инструмента
При длительном использовании даже качественные изделия могут затупиться. Каждому домашнему мастеру необходимо знать, как заточить ступенчатое сверло по металлу. Процедура сложная, кроме теоретических сведений нужно освоить практические навыки.
Для заточки конусного буравчика необходимо выполнить следующие действия:
- закрепить сверло в тисках:
- взять в руки небольшую болгарку с точильным кругом;
- аккуратно заточить режущие кромки, которые были повреждены.
Так удаётся восстановить работоспособность конусного инструмента самостоятельно.
Видео:
https://www.youtube.com/watch?v=-ygg29QvwV8
Если имеется возможность обратиться к специалистам, то можно за небольшие деньги получить полное восстановление буравчика.
Видео:
Как сверлить
Хорошо заточенным инструментом легко сделать высокоточные отверстия в металлическом листе толщиной до 4 мм.
Чтобы выполнить сверление правильно, желательно придерживаться рекомендаций:
- место для сверления намечается керном;
- сверло во время работы держится в строго перпендикулярном положении по отношению к плоскости металла;
- сверление металла производить на малых оборотах. Чем больший диаметр отверстия необходимо сделать, тем медленнее должен вращаться режущий инструмент. Идеально для выполнения данной задачи подходит шуруповёрт;
- следует смазать сверло небольшим количеством машинного масла, чтобы снизить рабочую температура инструмента во время работы.
При соблюдении требований конусное изделие прослужит долго, без заточки.
Видео:
Домашние станки
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл
Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.
После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.
Популярные производители и цены конусных сверл по металлу
Торговая марка изделия – очень важный показатель, так как от нее зависит стоимость изделий, а также их качественные характеристики. Сверла, производимые популярными зарубежными компаниями, безусловно, имеют более высокую цену, но она зачастую оправдана качеством и продолжительным эксплуатационным сроком. Однако инструменты некоторых отечественных брендов не уступают американским и немецким аналогам.
Наиболее популярная отечественная компания (по отзывам потребителей) – «Зубр». Сверла по металлу данного производителя при довольно хорошем качестве стоят приблизительно в 2-3 раза дешевле иностранных вариантов. Зарубежных марок множество. Рассмотрим, какие из них превалируют на рынке.
Makita. Изделия этого японского бренда рекомендуются многими специалистами, так как сочетают в себе оптимальное соотношение цены и качества. Минимальная стоимость таких приспособлений составляет 1250 руб. Самые дорогие приспособления, производимые этой фирмой, реализуются за 14-15 тыс. руб.
Geko. Довольно популярный немецкий производитель, который занимается изготовлением сверл для непрофессионального использования. Минимальная цена изделий этого бренда составляет 200 руб.
Наиболее популярными производителями конусных сверл по металлу являются Makita, Geko, Bocsh
Bocsh. Очень популярная немецкая компания, занимающаяся производством различных товаров. Инструменты этого изготовителя отличаются высоким качеством и имеют длительный рабочий ресурс. Цена конусных сверл такого типа довольно высока. Самые дешевые варианты изделий можно купить за 4000 руб.
Можно также выделить еще две популярные торговые марки, а именно: Milwaukee, Yato. Первый бренд является американским. Фирма занимается производством конических режущих инструментов для профессионального и бытового использования. Вторая компания находится в Японии. Она также изготавливает и распространяет конические изделия, которым свойственны высокие технические характеристики.
Современный рынок переполнен дешевой китайской продукцией, которая не отличается длительным сроком применения. Такие изделия очень быстро изнашиваются и приходят в негодность. Специалисты не рекомендуют приобретать китайские товары, несмотря на их привлекательную стоимость.
Конические сверла – многофункциональные и универсальные изделия, использование которых позволяет быстро выполнить работу, для которой в другой ситуации потребовался бы набор обычных инструментов. При выборе конусных режущих приспособлений желательно сразу определить бюджет и ориентироваться на то, для каких целей будет применяться сверло.









