Гост 9150-2002 (исо 68-1-98) основные нормы взаимозаменяемости. резьба метрическая. профиль
Содержание:
- Трубная резьба
- Почему измерение происходит в дюймах
- Маркировка и классы точности
- Существующие способы нарезки резьбы
- Нарезки, используемые в повседневной жизни
- Технология нарезания внутренней резьбы
- Какими бывают шаги и резьбы
- Параметры и части метрической резьбы
- Как самостоятельно измерить шаг резьбы?
- Резьба метрическая. Профиль.
- Диаметр резьбы
- Шаг резьбы основной и мелкий у болтов и гаек
- Принципы обозначения
- Изготовление резьбы
- Параметры классификации трубной резьбы
- Что собой представляет трубная резьба
- Классы точности и правила маркировки
Трубная резьба
Все санитарно-технические устройства используют в основе трубную резьбу. Ее еще называют дюймовой трубной, так как она основана на расчетах, выполняемых по аналогии с теми, что применяется в английской системе мер. За основу берется размер условного прохода DN (Ду).
Таблица 6: Размеры резьбы и шаг винтовой линии для трубной резьбы
| Номинальный размер условного прохода в дюймах | Номинальный (наружный) диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм |
| 1/8 “ | 9,729 | 28 | 0,907 |
| 1/4 “ | 13,158 | 19 | 1,337 |
| 3/8 “ | 16,663 | 19 | 1,337 |
| 1/2 “ | 20,956 | 14 | 1,814 |
| 5/8 “ | 22,912 | 14 | 1,814 |
| 3/4 “ | 26,442 | 14 | 1,814 |
| 7/8 “ | 30,202 | 14 | 1,814 |
| 1 “ | 33,250 | 11 | 2,309 |
| 1 1/8 “ | 37,898 | 11 | 2,309 |
| 1 1/4 “ | 41,912 | 11 | 2,309 |
| 1 3/8 “ | 44,325 | 11 | 2,309 |
| 1 1/2 “ | 47,805 | 11 | 2,309 |
| 1 3/4 “ | 53,748 | 11 | 2,309 |
| 2 “ | 59,616 | 11 | 2,309 |
Почему измерение происходит в дюймах
Различие между измерением диаметра резьбы металлической трубы в миллиметрах и дюймах часто приводит к путанице, ошибкам и трудностям выбора нужного изделия. Согласно классической линейной системе измерения 1 дюйм равен 25,4 мм.
Для измерения металлических труб пользуются специальным трубным дюймом, равным 3,324 см. Его особенность и уникальность состоит в том, что он охватывает не только величину внутреннего диаметра, но учитывает стенки трубы.
Основные инженерные расчеты выполняют по внутренним диаметрам, измерение труб по наружному диаметру бывает лишь в исключительных случаях.
Измерительной дюймовой системой исчисляются металлические газовые и водопроводные трубы, а для остальных видов применяется метрическая система измерения.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
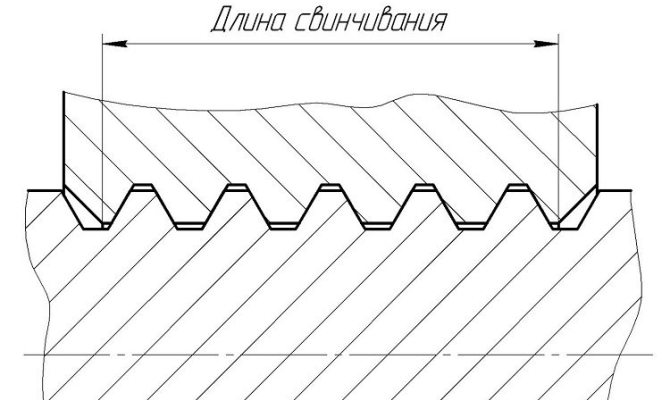
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
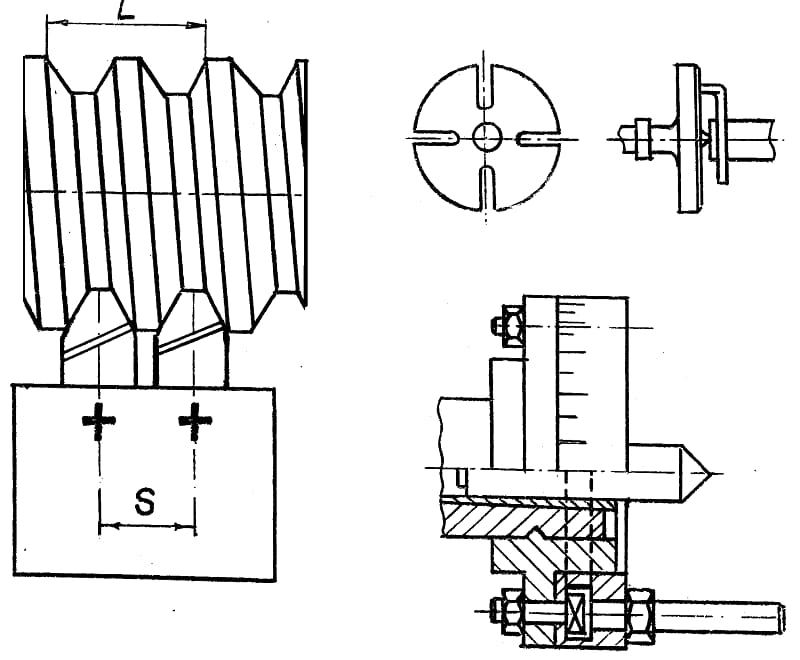
Существующие способы нарезки резьбы
Трубную резьбу наносят следующими способами:
- Для нарезки внутреннего и наружного профиля используются специальные слесарные инструменты метчики и плашки. Этот способ нарезки часто используют сантехники – любители в самостоятельном монтаже бытовых трубопроводов.
- Нарезка по способу накатки применяют для металлических водопроводных и газовых труб диаметром 10 мм – 65 мм. Полученный профиль характеризуется высокой точностью.
- Заготовку обрабатывают специальными резцами на токарных станках. По данной методике наносится трубная резьба любого диаметра.
Первые два способа чаще всего используются в бытовых инженерных коммуникациях, третий используются при строительстве промышленных трубопроводов.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Какими бывают шаги и резьбы
Классификация крепежа в зависимости от типа резьбовой нарезки производится по разным признакам, среди которых выделяются следующие:
- Единица измерения шага и диаметра бывает:
- метрическая;
- дюймовая;
- модульная, у которой шаг резьбы является кратным числу π;
- питчевая (шаговый пазмер равен установленной доле числа π).
- Место расположения резьбы может быть внутри или снаружи крепежа.
- Направление вкручивания – левое или правое.
- Число заходов – от одного и более. Однозаходной называется резьба, стандартный шаг которой равен величине одного оборота болта или гайки при закручивании. Величина хода многозаходной нарезки определяется умножением шага на количество заходов.
- Контур крепежного устройства – цилиндрический, конусообразный.
- Профиль сечения может иметь вид:
- треугольника;
- трапеции;
- прямоугольника;
- полусферы.
В следующей таблице показаны наиболее характерные виды стандартной метрической резьбы с условными обозначениями и примерами маркировки:
| № | Тип | Профиль | Условное изображение | Стандарт | Примеры | Примеры |
|---|---|---|---|---|---|---|
| 1 | Метрическая | |||||
| 2 | Метрическая коническая | |||||
| 3 | Трубная цилиндрическая | |||||
| 4 | Трубная коническая | |||||
| 5 | Коническая дюймовая | — | ||||
| 6 | Трапецеидальная | |||||
| 7 | Упорная | |||||
| 8 | Круглая |
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
-
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
-
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
-
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
-
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
-
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
-
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
-
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
-
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно.
Здесь показаны способы измерений шага резьбы
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Внимание! Можно измерять не только наружные, но внутренние резьбы. Можно скатать небольшой стержень, накрутить на палочку
Потом заворачивать в отверстие. Остается только произвести измерения и расчёты.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.
Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером.
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.
d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.
Диаметр резьбы
Условный параметр, которым обозначают резьбу на чертежах и в справочных таблицах, называют номинальным диаметром.
Если вокруг выступов наружной резьбы и впадин внутренней описать воображаемый цилиндр, то его диаметр будет называться наружным. А обозначение на чертежах: D – для внутренней; d – для наружной.
Внутренний диаметр представляет собой размер вписанного цилиндра в углубления наружной резьбы и по точкам вершин внутренней, обозначается: D1 и d1 для внутренней и наружной соответственно.
Средний диаметр – параметр воображаемого цилиндра, у которого отрезки равны ½ шага резьбы. Обозначается: D2 и d2.
Величину внутреннего диаметра болта используют для расчетов напряжения в креплении. Его значение можно взять из таблицы с диаметрами, либо рассчитать самостоятельно, исходя из номинального.
Шаг резьбы основной и мелкий у болтов и гаек
Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
|
Диаметр резьбы |
Шаг резьбы, мм |
|||
|
Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм |
Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм |
|||
|
Мелкая |
Мелкая 2 |
Супермелкая |
||
|
М 1 |
0.25 / 0.75 |
(0.2) / 0.8 |
— |
— |
|
М 1.2 |
0.25 / 0.95 |
(0.2) / 1 |
— |
— |
|
M 1.4 |
0.3 / 0.9 |
(0.2) / 1.2 |
— |
— |
|
M 1.6 |
0.35 / 1.2 |
(0.2) / 1.4 |
— |
— |
|
M 1.8 |
0.35 / 1.5 |
(0.2) / 1.6 |
— |
— |
|
M 4 |
0.7 / 3.3 |
0.5 / 3.5 |
— |
— |
|
M 5 |
0.8 / 4.2 |
0.5 / 4.5 |
— |
— |
|
M 6 |
1 / 5 |
0.75 / 5.2 |
0.5 / 5.5 |
— |
|
M 8 |
1.25 / 6.7 |
1 / 7 |
0.75 / 7.2 |
0.5 / 7.5 |
|
M 10 |
1.5 / 8.5 |
1.25 / 8.7 |
1 / 9 |
0.75 / 9.2 |
|
M 12 |
1.75 / 10.2 |
1.5 / 10.5 |
1.25 / 10.7 |
1 / 11 |
|
M 14 |
2 / 12 |
1.5 / 12.5 |
1.25 / 12.6 |
1 / 13 |
|
M 16 |
2 / 14 |
1.5 / 14.5 |
— |
1 / 15 |
|
M 18 |
2.5 / 15.4 |
2 / 16 |
1.25 / 16.6 |
1 / 17 |
|
M 20 |
2.5 / 17.4 |
2 / 18 |
1.25 / 18.6 |
1 / 19 |
|
M 22 |
2.5 / 19.4 |
2 / 20 |
1.5 / 20.5 |
1 / 21 |
|
M 24 |
3 / 20.9 |
2 / 22 |
1.5 / 22.5 |
1 / 23 |
|
M 27 |
3 / 23.9 |
2 / 25 |
1.5 / 25.5 |
(1) / 26 |
|
M 30 |
3.5 / 26.4 |
2 / 28 |
1.5 / 28.5 |
(1) / 29 |
|
M 33 |
3.5 / 29.4 |
2 / 31 |
1.5 / 31.5 |
— |
|
M 36 |
4 / 31.9 |
3 / 33 |
2 / 34 |
1.5 / 34.5 |
|
M 39 |
4 / 34.9 |
3(4) / 35.9 |
2 / 37 |
1.5 / 37.5 |
|
M 42 |
4.5 / 37.4 |
3(4) / 37.9 |
2 / 40 |
1.5 / 40.5 |
|
M 45 |
4.5 / 40.4 |
3(4) / 40.9 |
2 / 43 |
1.5 / 43.5 |
|
M 48 |
5 / 42.8 |
3 / 44.9 |
2 / 46 |
1.5 / 46.5 |
|
M 52 |
5 / 46.8 |
(4)3 / 48.9 |
2 / 50 |
1.5 / 50.5 |
|
M 56 |
5.5 / 50.4 |
4 / 51.9 |
3(2) / 53 |
1.5 / 54.5 |
|
M 60 |
5.5 / 64.4 |
4 / 55.8 |
3(2) / 67 |
1.5 / 58 |
|
M 64 |
6 / 57.8 |
4 / 59.8 |
3 / 61 |
2(1.5) / 62 |
|
M 68 |
6 / 61.8 |
4 / 63.8 |
3 / 65 |
2(1.5) / 66 |
Буква «М» около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
Метрический шаг резьбы — расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы.
Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов.
В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы — мелким и крупным.
Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы.
Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Выбираем параметры
Как правильно выбрать метизы, с какими параметрами? Основной шаг резьбы для метизных изделий, используемых на территории РФ — метрический крупный. Практически весь строительный крепеж с крупным шагом резьбы.
Он продается продается повсеместно в метизных магазинах и компаниях и является рекомендуемым к применению. Резьбовые метизы с мелким шагом в основном используют в точках крепления, подверженных вибрационным, динамическим знакопеременным нагрузкам.
Например, гайки и болты с мелким шагом резьбы крепят колесные диски к ступице. Крепеж с мелкой резьбой высоко востребован в автомобиле-, судо-, станко- и авиастроении.
Шаг резьбы в маркировке крепежа
Соответственно ГОСТ 8724-2002 обозначение крупного шага резьбы в маркировке опускается, а размер мелкого указывается.
Например:
М16 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и крупным шагом (крупный шаг резьбы болта, гайки, шпильки, винта 2,0 мм);
М16 х 1 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и мелким шагом 1,0 мм.
Обозначение шагов резьбы гаек, штанг, болтов, винтов идентично, независимо от того, внутренняя или наружная.
Полное обозначение резьбы включает:
- М — метрическая;
- номинальный диаметр;
- размер шага в миллиметрах (крупный опускается);
- направление — для левой LH;
- специальное обозначение многозаходной Ph со значением хода.
Посмотреть соотношение диаметров метизов с основным и мелким шагом резьбы можно в таблице выше.
Полезные советы 09.07.2019 14:48:23
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 —
голосов
Параметры классификации трубной резьбы
Классификацию резьбовых соединений производят по разным параметрам. По способу нарезки можно сгруппировать на следующие виды:
- Тип поверхности расположения канавок – в виде цилиндра (цилиндрическая) или конуса (коническая).
- Расположение на изделии. Нарезают по наружной или внутренней поверхности.
- Число заходов спиральных углублений. Могут быть однозаходные и многозаходные.
- Профиль накатки. Это может быть прямоугольник, треугольник или трапеция. Чаще всего используется треугольный профиль, как самый прочный универсального назначения.
- Направление витков. Может быть прямоугольной или левосторонней.
- Единица измерения диаметров. Резьбовые соединения измеряются в метрической или дюймовой системе.
- Назначение. Могут быть крепежными, ходовыми, крепежно-уплотнительными и упорными.
Трубные резьбы, используемые при монтаже систем водоснабжения, отопительной сети и канализации, подразделяются на следующие виды:
- Цилиндрическая.
- Коническая.
- Дюймовая.
Область применение каждого вида профиля уточняется его техническими свойствами и характеристиками.
Коническая
Трубный профиль с нарезом в виде уменьшенного конуса называется конической резьбой.
На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
В качестве примера можно привести гидропривод тяжелой техники, в котором маслянистая жидкость работает в условиях высокого давления. В этом случае в соединении узлов задействованы профили разного типа. Поэтому конические резьбовые соединения обозначаются показателем в виде дроби, где числитель – это внутренняя резьба, а внешняя – показана в знаменателе.
Круглая метрическая
К трубопроводной арматуре предъявляются высокие требования герметичности и разъемности соединений.
Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Профиль по внешнему виду напоминает окружности, с вершинами и впадинами, соединенных под углом 90 градусов.
Круглой резьбой оборудуются следующие элементы:
- Смесители холодной и горячей воды.
- Сантехнические краны.
- Запорные вентили.
- Шпиндели.
Круглые нарезки можно использовать в деталях и элементах, эксплуатируемых в загрязненных средах.
National pipe thread — NPT
С маркировкой стандартами NPT (National pipe thread) сталкиваются при покупке сантехнической арматуры и изделий, произведенных в Америке. Резьба NPT соответствует ГОСТу № 6111.1952 года. Несмотря на свою давность этот стандарт применяется практически во всех странах СНГ. В этом документе содержится описание дюймовой конической резьбы с профилем в 60 градусов.
Резьба по стандарту NPT изготавливается в размерах от 1/16 до 24 дюйма. Следует учесть, что такой маркировкой обозначается пропускное сечение полости трубы, а не привычный измеритель — наружные диаметры подключаемых патрубков или штуцеров.
Таблица основных размеров конической дюймовой резьбы по стандартуNPTи ГОСТу 6111.
| Размер
(дюймы) |
Промежуточный диаметр
(миллиметры) |
Длина
(миллиметры) |
Количество витков |
| 1/2 | 19,78 | 13,5 | 14 |
| 1/16 | 7,142 | 6,5 | 27 |
| 2 | 58,33 | 19 | 11,5 |
| 1/8 | 9,52 | 7 | 27 |
| 3/4 | 25,12 | 14 | 14 |
| 1 1/2 | 46,3 | 18,5 | 11,5 |
| 1/4 | 12,45 | 9,5 | 18 |
Что собой представляет трубная резьба
Внешний вид металлической водопроводной или газовой трубы представляет полый стержень с ровной поверхностью с гладкими краями окончаний. Чтобы во время прокладки линий трубопровода и подключения домашнего сантехнического оборудования исключить сложные сварочные работы необходимые соединения выполняют резьбовым профилем.
В учебниках по машиностроению и слесарному делу подробно объясняется значение технического термина «трубная резьба»- это спиралевидная канавка, которую нарезают на металлическую поверхность трубы.
За счет чередующихся выступов и впадин на поверхности создается винтовой «рисунок» различного рельефа с разным расстоянием между витками. Нарезку витков канавок выполнят по внешней или внутренней стороне трубной поверхности.
Любой вид резьбы обладает следующими показателями:
- Диаметр нарезки. Если рассмотреть конструктивное устройство трубы как полость линейной формы ограниченной внутренними стенками, становится понятным три единицы измерения нарезки профиля: наружный диаметр d, внутренний d1, средний d2.
- Диаметр соединительной муфты. В отдельных соединениях для стыковки двух труб применяется соединительная муфта. Единицы измерения профиля резьбы аналогичны измерительным параметрам диаметра нарезки трубы: наружный D1, внутренний D2, средний D2.
- Шаг рельефа Р. Этот показатель определяет расстояние между боковыми повторяющими канавками профильной нарезки.
- Радиус закругления. Величина показывает степень округлости вершин и впадин резьбового профиля.
- Форма профиля. Показатель обозначает высота треугольника Н и высота рабочего профиля Н1.
Кроме перечисленных единиц измерения важны показатели направления витков, число заходов и, самое главное, назначения.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.