Вальцы для профильной трубы своими руками: большого диаметра и малого
Содержание:
- Разновидности станков
- Основные элементы конструкции
- Устройство трубогибочного станка и инструкция по его сборке
- Разновидности станков
- Как собрать ЭТ самостоятельно
- Виды трубогибов и их конструкция
- Изготовление простейшего трубогиба шаблонного типа
- Топ-5 лучших ручных трубогибов-профилегибов для профильной трубы
- Как согнуть трубу посредством трубогиба
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется , являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
Чертеж трубогиба
После того как подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы
Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Как собрать ЭТ самостоятельно
При желании, можно собрать трубогиб с электроприводом своими руками, достаточно лишь выполнить ряд последовательных действий.
На начальном этапе стоит решить, какой будет рама у прибора. Собрать такую конструкцию можно из прямоугольных профильных труб с толщиной стенки в 3 мм.
На конце профиля в 3 см от торца выполните отверстие сечением, равным размерам оси.
Следующий шаг сборки электрического трубогиба своими руками включает несколько действий:
- На каркас монтируют рычаг управления с подвижным колесом, приводящим в движение ремень.
- Устанавливают стационарное колесо.
- Закрепляют падающий вал. В торцевой части вала размещают шкив с ременной передачей от движка.
- На втором торце станины располагают звезду для ведущей передачи.
- Последним прикрепляют второй вал.
Далее можно приступить к обрезке профиля. Степень обрезки этой детали будет зависеть от желаемого угла изгиба с учетом запаса в 5 см. Все лишнее можно будет обрезать ножовкой по металлу.
Ось, на которой будет установлено колесо и рычаг, легко изготовить самостоятельно:
- вам понадобятся две стальных пластины шириной, равной диаметру оси и толщиной в 5 мм;
- сложив вместе стальную трубу и эти две пластины, нужно произвести сварку конструкции.
Теперь можно браться за сборку всего механизма.
Сделать это можно в несколько шагов:
- Готовую раму из профиля нужно надежно зафиксировать в тисках.
- Теперь устанавливаем ось в проделанные заранее отверстия.
- Производим стыковку оси с ручкой и колесом.
- Надежно затягиваем колесо болтом.
- В конце монтируем фиксатор со шпилькой.
Поскольку приведение в действие собираемого собственноручно трубогиба задумывалось посредством подключения к электросети, последнее, что нужно сделать – подсоединить к станку электропривод. Это приспособление будет заставлять вал вращаться.
Таким образом, можно сказать, что трубогибы электрического типа отличаются своей эффективностью и многофункциональностью. Кроме того, способность быстро выполнять работу делает их незаменимыми на промышленных предприятиях и при выполнении работ на профессиональном уровне.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.
Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.
Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.
Лебедка поможет расширить функциональность простейшего ручного трубогиба
Топ-5 лучших ручных трубогибов-профилегибов для профильной трубы
Ручные инструменты для гибки профилей могут быть как механическими, так и с гидравликой. Но обе разновидности моделей отличаются легкостью в эксплуатации, умеренной стоимостью и надежностью.
Stalex HTR-40
Универсальный трубогиб для стальных профилей с регулируемыми вальцами позволяет прокатывать заготовки с диаметром 15-40 мм и толщиной стенок 1,5 мм. В процессе радиус гибки можно быстро и легко менять. Ручной станок оборудован гидравликой с грузоподъемностью 2 т, есть возвратные пружины, приводящие прижимной ролик обратно в верхнее положение без усилий со стороны пользователя.
Компактный и мощный трубогиб подходит для выполнения перил, навесов, козырьков и других конструкций, в которых используют профильные трубы. Поскольку в действие станок приводится ручным способом, применять его можно в любом месте вне зависимости от наличия электричества.
 Приобрести трубогиб HTR-40 можно от 16000 рублей
Приобрести трубогиб HTR-40 можно от 16000 рублей
Proma KO-200
Станок предназначен для холодной гибки стальных прутьев, профильных труб и металлических полос, работает с материалами средней твердости. Оснащен широким основанием для придания большей устойчивости, также может быть закреплен на верстаке при помощи четырех отверстий. Обладает малым весом и небольшими габаритами, за счет чего легко поддается транспортировке. Подходит для обработки квадратных и круглых труб, максимальный угол изгиба составляет 200°.
 Купить профильный трубогиб Proma можно от 13000 рублей
Купить профильный трубогиб Proma можно от 13000 рублей
Stalex TR-60
Ручной трубогиб с удлиненным рабочим рычагом позволяет легко придавать нужный изгиб металлическим заготовкам с приложением минимального усилия. На корпусе предусмотрена линейка для контроля радиуса деформации, станок работает с квадратными и круглыми трубами 15-38 мм. Выполнен из стали с порошковым покрытием, подходит для стационарной и настольной установки.
Важно! Минусом модели можно считать отсутствие роликов для работы с профильными трубами в комплекте. Однако их можно докупить отдельно.
Средняя цена Stalex TR-60 стартует от 16000 рублей
Blacksmith MTB10-40
Ручной трубогиб без электрического привода и гидравлики, тем не менее, отличается простотой и надежностью. Станок оснащен тремя роликами — между ними нужно зажать заготовку и крутить ручку для аккуратного сгиба трубы. Угол регулируется при помощи верхнего валика, его прижимают сильнее или слабее.
Усилия от пользователя требуются минимальные, бюджетный станок очень функционален и удобен в применении. Единственный минус — то, что при отсутствии опыта с контролем угла сгибания могут возникнуть сложности.
 Средняя стоимость MTB10-40 стартует от 14000 рублей
Средняя стоимость MTB10-40 стартует от 14000 рублей
Smart & Solid BendMax-300
Ручной профильный сгибатель предназначен для работы с трубами 50/30/2 мм. Станок выполнен из прочной стали с двуслойным цинковым покрытием, надежно защищен от коррозии. Среди преимуществ можно перечислить надежность, качественную сборку и простоту эксплуатации. Применять инструмент можно как в домашних условиях, так и в небольших мастерских.
 Приобрести сгибатель для профильных труб BendMax-300 можно от 18000 рублей
Приобрести сгибатель для профильных труб BendMax-300 можно от 18000 рублей
Как согнуть трубу посредством трубогиба
1 Тип станка предназначен для радиусной гибки профильных труб.
Характеристики стандартного станка :
Максимальное сечение трубы #8212; 40 х40х2, 50х25х2 мм.
Минимальные диаметры круга:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 25000 рублей .
2 Тип станка предназначен для радиусной гибки профильных труб, круглой трубы и полосы.
Характеристики универсального станка :
Максимальное сечение трубы #8212; 40х40х2, 50х25х2 мм.
Максимальное сечение круглой трубы 32х2.8 мм.
Минимальные диаметры круга профильных труб:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 30000 рублей .
По желанию Заказчика за дополнительную плату станок комплектуется индикатором часового типа для изготовления более точных всех последующих заготовок.
За дополнительную плату станок может быть укомплектован электроприводом 220-380В
Гарантия 2 года
Саратовская обл. г. Энгельс
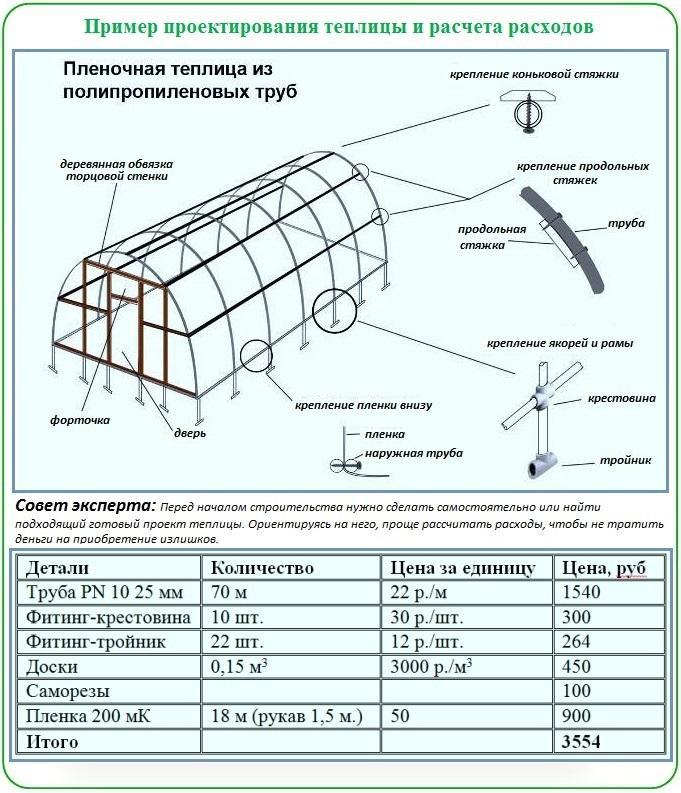
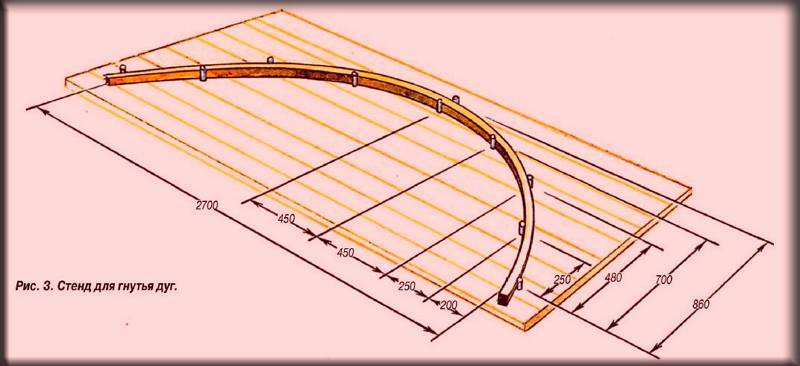
Профильную конструкцию можно изогнуть, предварительно прогрев место изгиба газовой горелкой или паяльной лампой. Однако данный метод имеет свои минусы: трудоемкость работы, плохой внешний вид сгиба.
Куда разумней выполнить работу с профильной конструкцией для теплицы посредством трубогиба. Изгиб происходит за счет давления валика. При этом можно контролировать угол изгиба. Трубогиб можно выполнить своими руками.
Для этого потребуются:
- Три ролика;
- Стол из металла;
- Кронштейн;
- Раствор из бетона;
- Сварочный аппарат;
- Стальные конструкции размерами от 70 до 150 мм;
- Ходовой винт;
- Швеллер.
Конструкция выполняется из двух труб из стали. Они фиксируются в плите посредством раствора, а затем прикрепляются, при помощи сварочного аппарата, к швеллеру. Между конструкциями должно быть соблюдено расстояние в 600 мм.
Ролики монтируются на осях на одной линии. Между ними должно быть не менее 50 см. Третий ролик устанавливается в середине. Монтируется он выше двух уже установленных роликов на 100 мм. Такой ролик приподнимается домкратом и отвечает за угол выполняемого изгиба.
При выполнении работы ролик крепится к столу из металла. К оси фиксируется кронштейн с прижимной осью. На нее монтируется ролик, аналогичный профилю конструкции. Сама конструкция, при работе, проходит через ролики. При этом она придерживается руками. По окончанию работы требуется проверить угол профильной трубы для теплицы, приложив ее к шаблону.